Внаслідок того, що багато деталей по своїй конфігурації і розташуванню баз
не можуть стійко стояти на пристосуванні, іноді необхідне застосування затискних
пристроїв, як одного з важливих додаткових елементів базування. До затискних
пристроїв контрольних пристосувань пред'являють наступні вимоги:
а) правильність розташування і напряму зусилля затиску;
б) відсутність деформацій деталі;
в) швидкість дії.
Розташування затиску і напрям його зусилля повинні забезпечувати
надійність положення деталі на базових елементах пристосування. Якщо базою є
площина, то зусилля затиску повинне бути докладене усередині опорного
трикутника. Якщо базою є зовнішня циліндрична поверхня деталі, встановленої на
призмі, то зусилля затиску повинне додаватися в середній частині по довжині
призми і бути направлено перпендикулярно до поверхні твірної деталі і одночасно
по бісектрисі призми. Якщо опорних поверхонь є декілька, то затиск повинен
розташовуватися так, щоб всі опори були навантажені по можливості однаково.
Слід вказати, що у ряді випадків центруючі пристрої одночасно є затискними.
Основним призначенням затиску в конструкції контрольного пристосування є
забезпечення надійності і постійності базування. Разом з тим немає необхідності в
створенні затиском великих зусиль. Тому в контрольних пристосуваннях не
знаходять застосування різні необоротні проміжні механізми.
Застосування сильних затисків слід уникати, оскільки вони можуть бути
причиною деформації як деталей, що перевіряються, так і вузлів самих
пристосувань. Деформації деталей, що перевіряються, що викликаються
надмірними зусиллями затисків в конструкціях контрольних пристосувань, бувають
трьох видів:
1) залишкова деформація деталі, що перевіряється, унаслідок чого вона
втрачає свою форму в цілому (викривлення довгих деталей, спотворення форми
тонкостінних деталей і т. д.);
2) пошкодження поверхні деталі, що перевіряється, у вигляді вм'ятин, лунок,
рисок і т.п. Особливо часто зустрічається місцева деформація на деталях з м'якою
поверхнею (бабіт, алюміній) і на деталях з високим ступенем чистоти поверхні (10-
й клас і вище). Методом попередження деформації цього вигляду є застосування
проміжних вкладишів з м'якого металу або іншого матеріалу між затиском і
деталлю, що перевіряється. Проміжна деталь не ушкоджує поверхні, що
перевіряється, може зменшити питомий тиск і, маючи тільки поступальний хід,
оберігає від подряпин за рахунок ковзання поверхні затиску (гвинта, ексцентрика і
т. д.) по чистій поверхні деталі, що затискається;
3) пружна деформація деталі, що не викликає погіршення її якості, але
вносить значну похибка у вимірювання.
Найпростішими є гвинтові затискні пристрої в байонети.
Гвинти з різьбленням порядку М10-М12 при довжині рукоятки 120-140 мм
розвивають зусилля до 500 кг. Для зменшення цього зусилля в контрольних
пристосуваннях рекомендується не застосовувати затискних гвинтів з довгими
рукоятками в тих випадках, коли це може викликати деформацію деталі. Цілком
достатньо зробити просто головку з накаткою. Для особливо легких затисків
головку роблять із зовнішнім розміром приблизно 30-40 мм для захоплення її
пальцями, для сильніших - близько 60-70 мм для захоплення її всю долонею.
Зусилля, що розвивається різьбовим затиском, може бути підраховане по формулах:
а) для гвинтів з плоским наполегливим торцем
 (52)
(52)
б) для болтів з сферичним наполегливим торцем
 (53)
(53)
де α - кут підйому різі 
ρ – кут тертя в різьбовому з’єднанні;
μ – коефіцієнт тертя на опорному торці (μ ≈ 0,1);
r - радіус опорного торця гвинта;
L - довжина рукоятки або радіус головки гвинта;
Р - величина прикладеного зусилля.
Величин Р можна приймати:
- для гвинтів з рукоятками Р = 5…8 кг;
- для гвинтів з великими головками або зірочками, охоплюваними долонею, Р
= 3…5 кг;
- для гвинтів з малими головками, охоплюваними пальцями, Р = до 3 кг.
Надійним і зручним є швидкодійний шарнірний затиск, робота якого
заснована на тому, що окремі його елементи спочатку встановлюються під дуже
малими кутами, розвиваючи значне зусилля, а потім, переходячи за мертву точку до
упору, утримується по зворотній віддача від затиску.
Шарнірний затиск за своїм принципом дії може затискати тільки деталі, що
мають порівняльно малий допуск на розмір деталі по висоті (не більш 0,5-0,7 мм).
Значно легшим є затиск з перекидною пружиною. Якщо деталь, що
затискається, в процесі перевірки повинна обертатися, затиск забезпечують
роликом або шарикопідшипником.
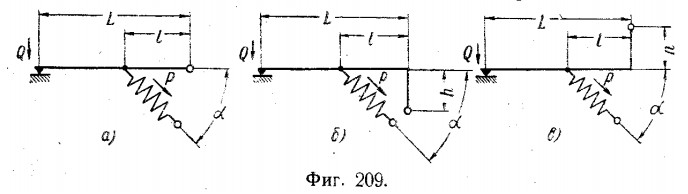
Зусилля Q, що розвивається затиском, визначається при схемі затиску по фіг.
209, а. як
 (54)
(54)
при схемі затиску по фіг. 209, би, як
 (55)
(55)
при схемі затиску по фіг. 209, в, як
 (56)
(56)
де Р - зусилля пружини;
L - відстань від точки гойдання важеля до точки прикладання сили, виміряне
перпендикулярно напряму затиску;
l - відстань від точки гойдання важеля до точки кріплення пружини на важелі
(тобто до точки прикладання сили Р), виміряне перпендикулярно напряму затиску;
h - відстань від точки гойдання важеля до точки кріплення пружини на важелі,
виміряне паралельно напряму затиску;
α – кут між напрямом дії пружини (сили Р) і напрямом, перпендикулярним
напряму зусилля зажиму.
Одним із способів підвищення продуктивності контрольних пристосувань є
застосування пневматичних затисків. Вузли пневматичних затискних пристроїв
також не мають істотних відмінностей від верстатних пристосувань, за винятком
сказаного вище про безповоротність.