Базування по площині застосовують як для необроблених, так і для
оброблених поверхонь деталей. Базування по необроблених поверхнях
застосовують тільки при контролі заготовок. Необроблену поверхню, внаслідок
значних відхилень, що є у неї, від правильної геометричної форми, можна
застосовувати лише при контролі розмірів з широкими допусками (порядка 1 мм і
більше).
Як опора для необроблених плоских поверхонь приймають бази по трьох
точках. Внаслідок цього заготовка завжди встановлюється без хитання незалежно
від якості її поверхні. В той же час така установка є джерелом певних похибок,
причому уникнути їх досить складно. Якщо врахувати, що величина неплощинності
литої або штампованої поверхні може досягати іноді 50-80% від контрольованого
допуску, то і відносна похибка виразиться подібними ж величинами. Тому відома
умова вимірювання від необроблених баз залишається в значній частині випадків,
оскільки перевірку виконують тільки від певних базових точок. Перенесення цих
точок в інші місця дало б інші результати вимірювання. Для того, щоб уникнути
невизначеності подібного базування, необхідно забезпечити на пристосуванні
постійність положення деталі щодо базових опорних точок. Цим створюється
постійність результатів вимірювання на пристосуванні при повторних установках
заготовки. Найправильнішою опорою могли б служити пальці з сферичною
поверхнею, але оскільки торкання площини з сферою відбувається в одній точці, то
це викликало б прискорений знос опор. Застосування плоских опор, що мають
невелику площину (порядка 1,5-2 см2) практично забезпечує достатню точність і
більш раціональне з погляду їх зносостійкості.
В деяких випадках застосовують базування на чотири точки, дві з яких
змонтовані на коромислі, що гойдається. При цьому, не дивлячись на наявність
чотирьох опор, положення площини визначається за рахунок елементу бази, що
гойдається, також стабільно, як і при трьох опорах. Базування по трьох опорах слід
застосовувати не тільки при великих площинах, але і в тих випадках, коли базова
площина є торцем бобишки. Це особливо відноситься до бобишок поковок, які в
результаті нерівномірного зносу штампу мають опуклу торцеву поверхню. Опору в
таких випадках виконують у вигляді пальця з виточкою у середині і трьома
виступами по колу (фіг. 169, а).
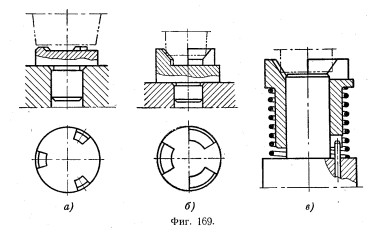
Подібна опора забезпечує надійне і постійне базування.
Повна площина при базуванні по бобишках може бути застосована лише у
разі, коли базою є не одна бобишка, але є ще додаткові опорні поверхні (наприклад,
інші бобишки або інші поверхні). При необхідності використовування однієї бобишки
одночасно як опорної і центруючої база рекомендується.
застосовувати конус (див. фіг. 169, б). Для того, щоб можлива некруглість бобишки
не впливала на точність центрування, конус повинен мати три вирізи, внаслідок
чого контакт з поверхнею деталі, що перевіряється, відбувається в трьох точках. У
тих випадках, коли бобишку перетинає площина роз'єму штампів при штампуванні
або ливарний роз'єм, пази центруючого конуса необхідно розташовувати так, щоб
заусенец по лінії роз'єму потрапив в паз.
При використанні як бази обробленої поверхні можливе застосування як
опори на всю поверхню, так і опори на три точки.
Вибір того або іншого методу базування залежить від конструктивних
особливостей кожної конкретної деталі. Прийнято вважати, що при установці деталі
базовою поверхнею на повну опорну площину пристосування контакт по найбільш
виступаючих трьох точках забезпечує надійність базування. Проте фактично
контактуючі точки можуть виявитися розташованими дуже близько одна до іншої,
внаслідок чого центр тяжіння деталі або зусилля її затиску не проходитимуть
усередині трикутника, утвореного трьома опорними точками. У таких випадках
положення деталі на пристосуванні може виявитися невизначеним, внаслідок чого
буде розкид показів вимірювального пристрою пристосування при повторних
установках деталі. Тому при використанні суцільної плоскої бази необхідно
враховувати можливу похибку за рахунок допустимої неплощинності базової
поверхні деталі, що перевіряється.
Для поліпшення базування рекомендуються опорні площини пристосування
робити з вибіркою в середній частині, залишаючи по краю довкруги опорний
поясочок шириною 10-15 мм. Середня частина занижується на 1-2 мм. Чистота
обробленої опорної поверхні повинна відповідати 7-му класу по ГОСТ 2789-51.
Установна поверхня контрольованої деталі обов'язково повинна перекривати
базову площину опори, інакше в ній у міру зносу з'явиться вироблення, внаслідок
чого при повторних установках однієї і тієї ж деталі або при установці різних
деталей вони займатимуть різні положення, тобто базування вийде непостійним і
неточним.
Повні, без вибірок, опори широко застосовують в тих випадках, коли базова
поверхня деталі ретельно оброблена і відповідає жорстким, вимогам креслення
відносно площинної .
При цьому широкі опори повинні мати чистоту поверхні порядку 10-го класу
і бути добре притертими для отримання площинної робочої поверхні.
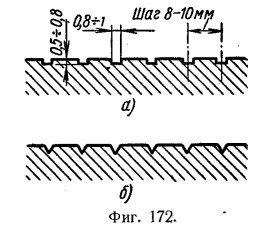
Для видалення бруду і пилу, що потрапляють на опорну поверхню пристосування і здатної понизити
точність вимірювання, робиться канавки типу а або б (фіг. 172). Канавки робляться паралельними або
перехрещуються під кутом 90° у вигляді грат. На пристосуваннях, що мають круглі опори (під деталі з
фланцем), у разі потреби обертання контрольованої деталі канавки виконують радіальними.
Конструкція пристосування повинна забезпечувати можливість, притирання опорних
поверхонь (у тих випадках, коли вона необхідна) в
зібраному вигляді, оскільки навіть ретельно притерта плитка після затягування
кріпильних болтів може покоробитися.
Всі опорні поверхні контрольних пристосувань необхідно виконувати з
високовуглецевих або цементованих сталей з гартуванням до твердості Rс = 60.
Застосування незагартованих опор взагалі неприпустимо, оскільки при
багатократних установках деталі з'являються забоїни з виступаючими краями, які
порушують точність базування.
Використання як опори поверхні чавунної плити може бути допущене лише у
виняткових випадках. Застосування чавунної плити як опорної бази можна
рекомендувати тільки у тому випадку, коли необхідна велика базова поверхня, яку
важко одержати шліфуванням.