Консольно-фрезерний верстат 6Р82
-
- Призначення верстата 6Р82.
- Технічна характеристика 6Р82.
- Основні вузли і механізми.
- Кінематика верстата.

Мал. 3.8.2. Універсальний консольно-фрезерний верстат 6Р82:
1 — станина; 2 — кнопочна станция; 3 — коробка перемикання швидкостей; 4 — електродвигун головного руху;5 — лімб частоти обертання шпинделя; 7 — коробка швидкостей (у корпусі станини); 8 —хобот; 9 — шпиндель; 10 — підвіски; 11 — рукоятка включення повздовжньої подачі; 12 —стіл; 13 — поворотна частина; 14 — поперечні салазки; 15 —консоль; 16 — фундаментна плита; 17 .— рукоятка перемикання подач; 18 — лімб з величинами подач; 19 — механізм перемикання подач;
Універсальний консольно-фрезерний верстат 6Р82 призначений для виконання різноманітних фрезерних робіт, зокрема для фрезерування гвинтових канавок, для чого стіл може повертатися навколо своєї вертикальної осі. Верстат використовують в умовах одиничного і багатосерійного виробництва
Технічна характеристика верстата:
Розміри робочої поверхні столу, мм:
ширина........................................320;
довжина....................................................1250;
Найбільші переміщення столу, мм:
подовжнє . . . ...................... 800 поперечні: механічне.....240; ручне..........250;
вертикальне:................................................... механічне.....360; ручне..........380;
Найбільший кут повороту столу ±45°
Число частот обертання шпинделя......... 18
Частота обертання, хв.-1
Число подач столу .....................................18
Подача, мм/хв:
подовжня 25—1250
поперечна 25—1250
вертикальна 8,3--416,6
Рухи у верстаті (мал. 3.8.3.).
Головний рух — обертання шпинделя фрези здійснюється від електродвигуна M1 {N = 7,5 кВт; п = 1460 хв-1), який через коробку швидкостей повідомляє шпинделю 18 різних частот обертання. Рівняння кінематичного ланцюга головного руху для мінімальної частоти обертання шпинделя:
Зміна напряму обертання шпинделя здійснюється реверсуванням електродвигуна.
Рух подачі проводиться від електродвигуна М2 (N = 2,2 кВт; п = 1430 хв-1).
Коробка подач верстата дозволяє здійснювати механічне переміщення столу в трьох напрямках: подовжньому (перпендикулярно осі шпинделя), поперечному (паралельно осі шпинделя) і вертикальному. Спеціальні блокувальні пристрої забезпечують неможливість одночасного включення декількох рухів.
Вісімнадцять подовжніх подач здійснюються по схемі:
електродвигун М2, постійна передача, потрійний пересувний блок, другий потрійний блок, вал X. З валу X рух може передаватися або на вал XI, або безпосередньо на зубчасті колеса (муфта М2 включена) або через перебір (муфта М2вимкнена). Далі рух передається по схемі:
вал XI, зубчасті передачі, вал XII, ходовий гвинт з кроком
Верстат автоматизований; може бути здійснена наладка на наступні цикли роботи (рухи столу): 1) напівавтоматичні стрибкоподібні — швидко вперед — подача — швидко назад — стоп; швидко вперед — подача — швидко назад — стоп; 2) напівавтоматичні, що чергуються — швидко вперед — подача — швидко вперед — подача — швидко назад — стоп; 3) автоматичний маятниковий — швидко вправо — подача вправо — швидко вліво—подача вліво і т.д.
Автоматизація робочих і настановних рухів столу здійснюється за допомогою механізму автоматичного циклу, розташованого в салазках, і кулачків, набір яких додається до верстата. Кулачки, встановлені відповідно до вибраного циклу на столі, при його переміщенні в потрібні моменти повертають зірочку, посаджену на осі рукоятки включення подовжнього ходу. Ці рухи зірочки передаються механізму
автоматичного циклу, який здійснює автоматичне перемикання з прискореного
ходу на робочу подачу і назад.
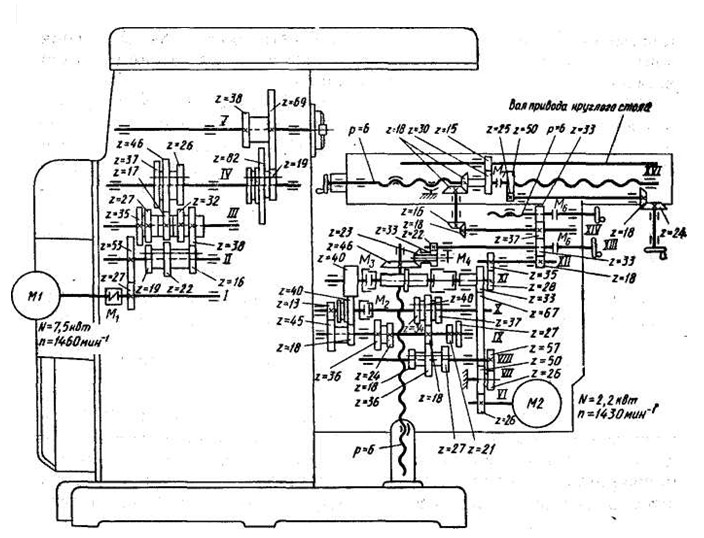
Мал. 3.8.3 Кінематична схема універсального консольно-фрезерного верстату 6Р82.