Допоміжне обладнання можна розділити на транспортне, підіймальне та
установче. В якості підіймального обладнання при складанні застосовують
домкрати, лебідки, талі, електричні та пневматичні приймачі. Поєднання
функцій підйому і транспортування об'єктів складання досягається
застосуванням тельферів, мостових кранів, кран-балок, поворотних і
пересувних підлогових кранів (рисунок 6.1). Для рухомого складання виробів
застосовують такі транспортні засоби: рольганги, рейкові та безрейкові візки і
конвеєри. Рольганги можуть бути однорядні і дворядні (за кількістю рядів
роликів), горизонтальні та похилі (по кутовому розташуванню відносно
горизонтальної поверхні підлоги) (рисунок 6.2). Горизонтальний рольганг
встановлюють на висоті 0,6 - 0,8 м від підлоги. Рух вантажів здійснюється під
дією прикладеної до них сили (поштовху). Рольганг похилий або гравітаційний
має нахил до 5°. Вироби рухаються під дією сил тяжіння, а зупиняються на
робочих позиціях за допомогою спеціальних упорів. Перевагою використання
рольгангів є простота конструкції, дешевизна виготовлення та експлуатації.
Недолік - можливість транспортування, лише деталей, які мають велику
опорно-базову поверхню.
Складальні візки з закріпленими на них виробами переміщують від
одного робочого місця до іншого по підлозі (безрейкові візки), або по рейках,
які змонтовані на одному рівні з підлогою.
Складальні конвеєри по призначенню несучого органу поділяються на
робочі (несучий орган використовується для виконання технологічних процесів
складання і межопераційного транспортування) та розподільчі (несучий орган
використовується лише для міжопераційного транспортування), а складання
здійснюється після знімання виробів на робоче місце. За характером руху
робочого органу конвеєри можуть бути з безперервним і пульсуючим рухом
несучого органу, а по розташуванню робочого органу вони поділяються на
підвісні, естакадні та підлогові.

Рисунок 6.1 - Підіймально-транспортне обладнання складальних цехів
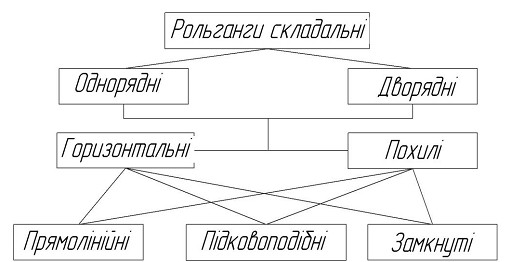
Рисунок 6.2 - Різновиди складальних рольгангів
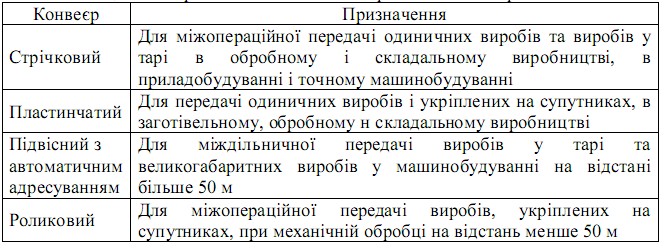
Розберемо особливості основних типів складальних конвеєрів (таблиця
6.2):
а) Конвеєри пластинчасті вертикально-замкнуті бувають робочими
естакадного і підлогового типу. На такому конвеєрі збираються вузли, які не
потребують кантування в процесі складання. Маса зібраних вузлів на конвеєрах
естакадного типу - до 40 кг, підлогового типу – до 2000 кг. Швидкість руху
пульсуючого конвеєра – 5 - 15 м/хв, безперервного - 0.3 - 5,5 м/хв.
б) Конвеєри пластинчасті горизонтально-замкнуті виконуються робочими
і розподільчими. Робочі застосовуються в лініях з жорстким зв'язком робочих
позицій. Ці конвеєри мають пульсуючий рух зі швидкістю 5 - 15 м/хв. Маса
складаного вузла до 20 кг. Розподільчі пластинчаті горизонтально-замкнуті
конвеєри застосовуються в несинхронних складальних лініях і мають
безперервний рух зі швидкістю 6 - 26 м/хв. Маса зібраних вузлів до 6 кг.
в) Конвеєри візочні горизонтально-замкнуті поділяються на робочі, які
застосовують в складальних лініях з жорстким зв'язком, та розподільчі, які
також використовують в несинхронних складальних лініях. Робочі конвеєри
безперервного руху мають швидкість 0,3 - 3,0 м/хв., а пульсуючі - 4 - 6 м/хв. На
цих конвеєрах можна збирати вироби масою до 100 - 200 кг.
г) Конвеєри візочні вертикально-замкнуті бувають тільки робочими з
безперервним і пульсуючим рухом візків. Такі конвеєри підлогового типу
застосовуються для складання виробів масою до 8000 кг і естакадного типу - до
100 кг. Швидкість руху візків - 6 - 12 м/хв. До недоліків конвеєра відноситься
велика металоємність і обов'язкове виконання приямка фундаменту глибиною
до 2000 мм.
д) Конвеєри підвісні вантажонесучі горизонтально-замкнуті діляться на
робочі і розподільчі. Робочі конвеєри здійснюють пульсуючий рух зі
швидкістю до 12 м/хв. Конструкція цього конвеєра забезпечує зручне
складання виробів масою до 250 кг (двигуни внутрішнього згоряння, редуктори
та інші вироби). Розподільчі конвеєри використовують для збірки дрібних
виробів (масою до 6 кг).
Таблиця 6.2 – Орієнтована область використання конвеєрів
е) Штангові конвеєри з точною фіксацією супутників виконуються тільки
робочими естакадного типу з пульсуючим рухом зі швидкістю 7 – 12 м/хв. Такі
конвеєри застосовуються для складання виробів масою до 100 кг в лініях з
жорстким зв'язком робочих позицій.
ж) Ланцюгові несучі конвеєри естакадного типу в якості робочого органа
мають два вертикально-замкнуті ланцюги. На пластинах цих ланцюгів через
певний крок змонтовані упори-гнізда для установки базової деталі виробу, що
збирається. Такі конвеєри застосовуються для вузлового складання
великогабаритних складальних одиниць тракторів, комбайнів, автомобілів і
загальної збірки. Ці конвеєри виконуються з пульсуючим рухом ланцюга зі
швидкістю 6-12 м/хв для виробів габаритом 20004000 і масою до 5000 кг і з
безперервним рухом ланцюга зі швидкістю 0,3 - 1,0 м/хв для виробів з масою до
5000 кг.
з) Конвеєри вантажонесучі виконуються з пульсуючим рухом ланцюга зі
швидкістю 3 - 6 м/хв для складаного виробу масою до 10000 кг і безперервним -
зі швидкістю 0,3 - 1,0 м/хв з тією ж масою виробу. Вантаж, що транспортується
(комбайн, сівалка) переміщається своїм ходом по спеціальних напрямних.
Направляючі прокладені на підлозі, поза металоконструкцією конвеєра.
Переміщуваний виріб з`єднується з тяговим ланцюгом штирем, гачком або
тягами, які автоматично або вручну від'єднуються від виробу, що збирається, в
кінці конвеєра де вироби з'їжджають своїм ходом або стягуються спеціальним
волоком.
і) Крокуючий конвеєр поєднує переваги стаціонарної і рухомої збірки.
Виріб переміщається з одного робочого місця на інше за рахунок змінних
зворотно-поступальних рухів рухомої рами, на яку укладаються вироби.
Крокуючі конвеєри мають переваги перед іншими транспортуючими засобами:
вони можуть транспортувати штучні вантажі, різні за характером, масою і
габаритами; зручно встановлюватися на рівні підлоги; легко вбудовуватися в
поточно-механізовані лінії; значно простіші в експлуатації. Швидкість
пульсуючого конвеєра 1 – 25 м/хв. На конвеєрі збираються вироби масою до
15000 кг і вище.
к) Підвісні штовхаючі конвеєри застосовуються в несинхронних
складальних лініях. Збірка виконується на підвісці-супутнику. Зчеплення
підвісок з ланцюгом здійснюється по команді робітника по мірі завершеності
виконання складальної операції на даному робочому місці. Підвіски не мають
жорсткого постійного зв'язку з тяговим ланцюгом, який рухається безперервно,
та підвіски можуть рухатися разом з ланцюгом, але можуть і зупинятися там, де
це необхідно за рахунок використання адресаторів. Адресуючі пристрої
(адресатори), у вигляді селекторних механізмів або штифтів, які діють на
кінцеві вимикачі, або пристрої з фотоелементами скеровують перевезення
вантажу за заданою адресою.