Загальні відомості про токарні напівавтомати і автомати.
- Загальні відомості про токарні автомати і напівавтомати.
- Класифікація токарних автоматів і напівавтоматів.
- Основні відомості про багато різцеві токарні напівавтомати.
Автоматами називають такі верстати, на яких після їх налагодження всі рухи, пов'язані з циклом обробки деталі, а також завантаження заготовки і вивантаження готової деталі виконуються за заданою програмою без участі робочого. На напівавтоматах встановлення нової заготівки, пуск верстата і зняття готової деталі проводить робочий.
Токарні автомати і напівавтомати можуть бути:
- універсальними і спеціалізованими;
- горизонтальними і вертикальними;
- одно- та багатошпиндельними.
Одношпиндельні токарні автомати розподіляють на:
- револьверні;
- фасонно-відрізні;
- фасонно-подовжні.
У універсальному виконанні одношпиндельні токарно-револьверні автомати мають шести позиційну револьверну головку і поперечні супорти.
У масовому виробництві широко застосовують багатошпиндельні токарні автомати.
Токарні автомати є, як правило, багато інструментальними верстатами.
- По числу шпинделів їх розподіляють на одно - і багатошпиндельні.
- По розташуванню шпинделів — на горизонтальні і вертикальні.
- За призначенням — на універсальні і спеціалізовані.
Горизонтальні одношпиндельні токарні напівавтомати розділяють на:
-
- багато різцеві (центрові і патронні);
- копіювальні;
- багаторізцево-копіювальні.
На центрових верстатах обробляють деталі, що встановлюються в центрах, коли довжина деталі у декілька разів більша за її діаметр. На патронних верстатах в основному обробляють короткі деталі великого діаметру. Одношпиндельні напівавтомати, які забезпечені магазинним пристроєм, перетворюються на автомати.
Токарні копіювальні напівавтомати використовують для обробки деталей складної конфігурації. Деталі на таких верстатах обробляють одним або декількома різцями. Різець переміщується в подовжньому і поперечному напрямках відповідно до профілю копира або еталонної деталі. На копіювальних напівавтоматах обробку можна вести на вищих швидкостях різання, чим при багато різцевій обробці.
Багатошпиндельні автомати і напівавтомати за принципом роботи розділяють на автомати (напівавтомати) паралельної і послідовної дії.
Схема роботи багато різцевого напівавтомата приведена на мал. 3.4.1. Заготівку 2 обробляють декілька одночасно працюючих різців, встановлених на подовжньому 12 і поперечному 3 супортах.
Одночасна участь в роботі великого числа різців, кожний з яких обробляє свою ділянку заготівки, дозволяє одержати деталі заданих форм і розмірів шляхом простих і коротких циклів роботи супортів і, отже, значно скоротити час обробки.
Багато різцеві напівавтомати мають напівавтоматичний цикл роботи. Зняття деталі, установку заготівки, її затиск в патроні або в центрах передньої 1 і задньої 4 бабць, а також пуск напівавтомата проводять в ручну. Підведення супортів з різцями, обробка заготівки, повернення супортів в початкове положення і зупинка напівавтомата проводяться автоматично.
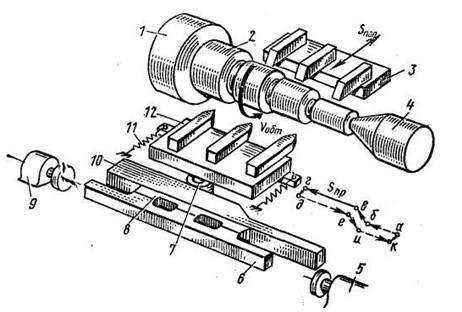
Рис.3.4.1. Схема роботи багато різцевого пристрою.
Подовжній супорт 12 в багато різцевому напівавтоматі переміщується разом з планками 6 і 8 щодо нерухомої лінійки 10. При цьому ролик 7 супорта перекочується по робочій поверхні лінійки 10 і постійно підтискається до неї пружинами 11. Цикл роботи подовжнього супорта наступний:
швидке підведення супорта до оброблюваної заготівки (ділянка а—б);
урізування різців при переміщенні ролика 7 по конусній поверхні лінійки 10 (ділянка б—в);
обточування заготівки при робочій подачі (ділянка в—г); відведення супорта назад в поперечному напрямку (ділянка г—д);
швидкий відхід в початкове положення на подовжній подачі (ділянки д—е, е—и, и—к) і переміщення супорта вперед в первинне положення (ділянка k—а).
Відведення супорта в кінці обробки (приблизно на
В кінці обточування планка 6 наїжджає на упор 9 і зміщується щодо планки 8 вправо, внаслідок чого її виступи встановлюються напроти западин планки 8. Супорт 12 разом з роликом 7, лінійкою 10 і планкою 8 під дією пружин 11 відходжує назад па глибину западини планки 8. В результаті цього різці при відході супорта назад не торкаються обробленою по верхньою.
Після повернення подовжнього супорта в початкове положення планка 6 наїжджає на другий упор 5 і зміщується вліво в первинне положення,коли її виступи встановлюються напроти виступів планки 8.В результаті супорт з різцями та планка 8 встановлюються в первинне положення (крапка а).
Питання для самоконтролю:
- Що називається токарними автомати і напівавтоматами?
- Як класифікують токарні автомати і напівавтомати?
- Для обробки яких деталей використовують токарні копіювальні напівавтомати?
- Як розділяють багатошпиндельні автомати і напівавтомати за принципом роботи?
- Який цикл роботи мають багато різцеві напівавтомати?
- Які переваги одночасної участі в роботі великого числа різців?