1. Метод прецедентов или аналогов, заключается в том, что конструктор выбирает посадку и назначает допуск по аналогии с посадкой в надежно работающем узле другой машины. Основная сложность метода – оценка и сопоставление условий работы посадки в проектируемом узле и аналогичном узле, находящемся в эксплуатации.
2. Метод подобия – развитие метода прецедентов. Посадки выбираются на основе рекомендаций отраслевых технических документов и справочников, в которых приведены примеры применения посадок на основе классификации деталей машин по конструктивным и эксплуатационным признакам. Выбор посадок затруднен из-за отсутствия точных количественных условий работы сопряжений.
3. Расчетный метод является наиболее обоснованным методом выбора допусков и посадок. Посадки рассчитываются на основе полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, проходящих в сопряжении.
Максимальное приближение размеров детали к расчетным ограничено технологическими возможностями, а иногда и возможностями технических измерений. Кроме того, это может привести к росту стоимости изготовления и контроля деталей.
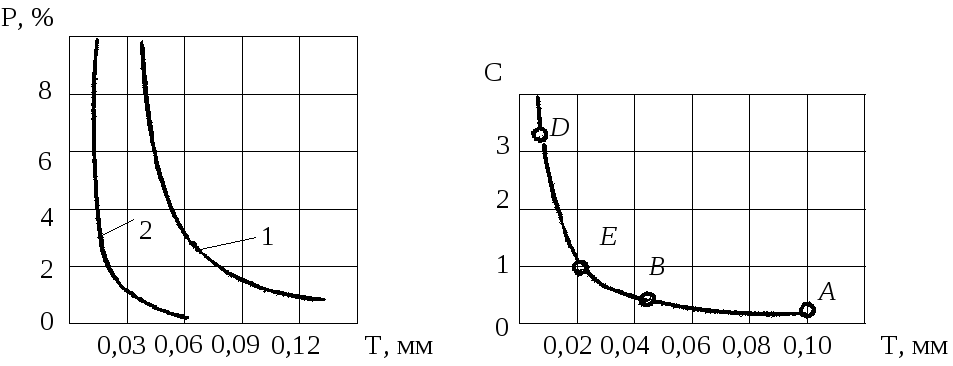
Рис. 20. Зависимость вероятности появления брака P (а) и относительной себестоимости C (б) от допуска при холодном волочении (А), точении на токарном станке (В), точении и шлифовании (Е), точении, шлифовании
и притирке (D)
По мере уменьшения допуска [9] возрастает процент брака (рис. 20 а). Наибольший процент брака возникает при минимальных допусках. В случае кривой 1 брака может быть так много, что обработка данным технологическим методом будет неэкономично и нужно применять другую технологию изготовления большей точности (кривая 2), но повышая себестоимость изделий.
Повышение себестоимости изготовления детали (рис. 20 б) с меньшими допусками компенсируется боле высокими эксплуатационными показателями изделия в целом. Изготовление же деталей по расширенным допускам снижает точность, а, следовательно, долговечность изделий.
Поэтому конструкторы, технологи и метрологи на основе технико-экономических расчетов должны разрешить противоречия между эксплуатационными требованиями, технологическими возможностями и возможностями надежного контроля.
2.7. Гарантированный запас работоспособности машин
Некоторые серийно изготавливаемые машины выходят из строя в результате не разрушения, а потери работоспособности, вызванной снижением точности рабочих органов.
Если машина имеет механические кинематические связи, то потеря точности связана с износом деталей.
Для создания необходимого запаса точности необходимо часть допуска использовать при изготовлении деталей, а часть оставлять на износ при эксплуатации.
Для создания гарантированного запаса работоспособности машин или гарантированного запаса точности функциональных параметров существует следующая методика:
1. Устанавливают максимальные допуски как на функциональные размеры несопрягаемых поверхностей (например, на диаметры кондукторных втулок и др.), так и на посадки для ответственных соединений с зазором.
2. Назначают расположение полей допусков, исходя из допускаемых отклонений эксплуатационных показателей машины этих допусков, и их значения называют:
а) функциональными допусками размера TF
б) функциональными допусками посадки TFS.
1. Функциональный допуск размера несопрягаемых поверхностей (рис. 21)
![]() , (24)
, (24)
где ![]() и
и![]() – наибольшее и наименьшее допускаемое значение размера определенное, исходя из допускаемых изменений эксплуатационных показателей изделия.
– наибольшее и наименьшее допускаемое значение размера определенное, исходя из допускаемых изменений эксплуатационных показателей изделия.
TF = TE + TK, (25)
где ТЕ – эксплуатационный допуск, предназначенный для создания запаса точности (например, запаса на износ), необходимого при длительной эксплуатации изделия.
ТК – конструктивный допуск, который идет на компенсацию погрешностей изготовления деталей и производственный допуск.
ТК = изг. доп + пр. доп. TD(Тd) + пр. доп. (26)
где изг. доп – допустимая погрешность изготовления деталей
пр. доп. – допустимые прочие погрешности.
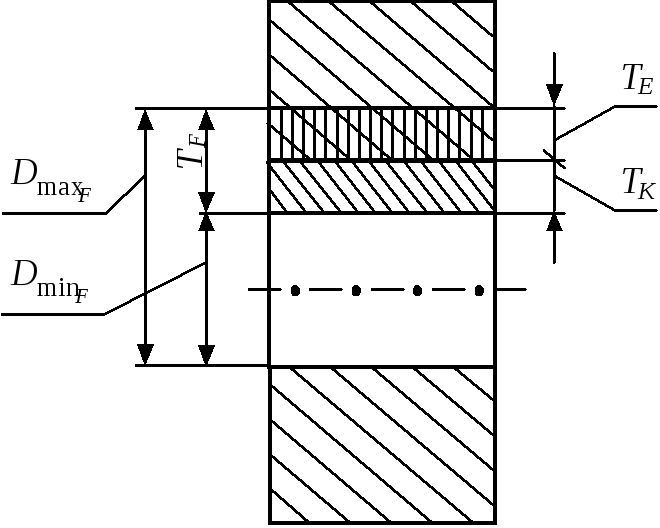
Рис. 21. Схема расположения функциональных допусков
несопрягаемых поверхностей
Запас точности (работоспособности) размеров несопрягаемых поверхностей
![]() (27)
(27)
Например, для обеспечения экономичной работы двигателя внутреннего сгорания отклонение диаметра жиклера карбюратора не должна превышать 10 мкм (TF = 10 мкм) [30]. На компенсацию всех погрешностей, включая погрешность изготовления идет 5 мкм (ТК = 5 мкм), тогда ![]()
2. Функциональный допуск посадки с зазором
![]() (28)
(28)
где ![]() и
и![]() – наибольший и наименьший допускаемые зазоры, определены исходя из допускаемых изменений эксплуатационных показателей машины или ее части (рис. 22) [30].
– наибольший и наименьший допускаемые зазоры, определены исходя из допускаемых изменений эксплуатационных показателей машины или ее части (рис. 22) [30].
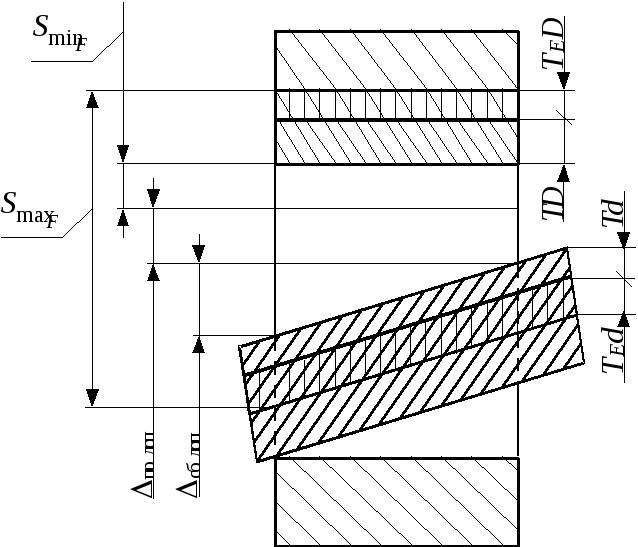
Рис. 22. Схема расположения полей функциональных допусков для посадок с зазором
TFS = TES + TKS, (29)
где TES – эксплуатационный допуск зазора;
TKS – конструктивный допуск зазора.
TES = TED + TEd, (30)
где TED – эксплуатационный допуск отверстия;
TEd – эксплуатационный допуск вала.
TKS = изг. доп + сб. доп + пр. доп TD + Td +сб. доп + пр. доп (31)
где изг. доп, сб. доп, пр. доп – допускаемые погрешности изготовления, сборки и прочие.
На погрешности изготовления деталей изг и сборки сб оказывают влияние силовые и температурные деформации, погрешности измерения и другие погрешности, изучаемые в курсе технологии машиностроения. Когда устанавливают и допуски на физические функциональные параметры сложных приборов, то часть допуска на компенсацию погрешностей измерения изм оговаривается на чертеже.
пр. доп = с. доп + т. доп + ст. + вл. + др, (32)
где с. доп – погрешность изменения размеров под действием силовых факторов;
т. доп – погрешность из-за температурных деформаций;
ст. – погрешность старения;
вл. – погрешность влагопоглощения;
др – другие погрешности, возникающие в работающем механизме.
Определение допускаемых погрешностей, компенсируемых допуском TKS, необходимо для выбора посадки и допусков на изготовление соединяемых деталей (TD и Td).
После определения допуска TKS нужно рассчитать эксплуатационный допуск зазора TES (30), исходя из заданной долговечности и допускаемого изменения других эксплуатационных показателей.
Для обеспечения взаимозаменяемости машин у ответственных посадок с зазором целесообразно оговаривать и контролировать допуски TFS и TES.
Чем больше часть эксплуатационного допуска на износ TES, оставляемого на обе детали: отверстие TED и вал TEd по сравнению с функциональным допуском зазора TFS, тем надежнее и долговечнее будет сопряжение. Однако, сокращение допусков, оставляемых на изготовление деталей сопряжения (отверстия TKD или вала TKd), которые называют производственными, приводит к увеличению себестоимости изготовления этих деталей сопряжения.
Таким образом, распределение функционального допуска TFS между производителем TKS и потребителем TES (допуск на износ) является важнейшей экономической задачей, решение которой определяет затраты на производство деталей машин, затраты на эксплуатацию, надежность и качество изготовляемых машин. Увеличение допуска на износ, обеспечивает рост надежности, долговечности и качества машин, но приводит к увеличению затрат на производство продукции. Следовательно, распределение функционального допуска TF должно обеспечивать минимум народохозяйственных затрат и является главным рычагом управления качеством выпускаемой продукции.
Для подвижных соединений коэффициент запаса точности
![]() . (33)
. (33)
Для частного случая, когда сб = пр = 0
![]() . (34)
. (34)
Запас точности устанавливают по каждому функциональному параметру, влияющему на эксплуатационные показатели изделия, для всех изделий длительного пользования.