При порівняно грубих допусках на розміри (4-й клас точності і грубіше), що
перевіряються, як вимірювальні пристрої в конструкціях контрольних
пристосувань, як правило, застосовують калібри, номенклатура яких досить
численна і різноманітна: граничні скоби, пробки і щупи, профільні шаблони, рухомі
ступінчасті вимірники і багато інших.
При контролі різних дрібних деталей, а також деталей з рядом однотипних
контрольованих розмірів, знаходять застосування прості контрольні пристосування
із змінними калібрами. Калібри застосовують в конструкціях пристосувань при
контролі деталей в умовах серійного виробництва, коли економічно недоцільне
створення високопродуктивних контрольних пристосувань з світловою
сигналізацією або, тим більше, контрольних автоматів і напівавтоматів.
При контролі правильності криволінійних контурів деталей, одержуваних
холодним штампуванням з листу, гнутих з труб і т. п., застосовують контрольні
пристосування з профільними шаблонами. Залежно від форм деталей, що
перевіряються, профільні шаблони можуть бути плоскими або об'ємними. Залежно
від своїх габаритних розмірів вони бувають цільними або складовими з ряду
пластин, планок або штифтів, встановлених на плиті пристосування. Для
виготовлення цих шаблонів, особливо складових, і їх перевірки до них повинні
передбачатися контршаблони, які можна використовувати як зразкові деталі,
належним чином перевірені і паспортизовані.
Приклад подібного пристосування для перевірки контура гнутої трубки
приведений на фіг. 31. Деталь встановлюють на площині плити пристосування в
пазах шириною b, утворених парами циліндрових штифтів і складовими
шаблонами. Різниця між шириною b пазів пристосування і діаметром і трубки, що
перевіряється, визначає величину допуску, що перевіряється, на контур деталі. При
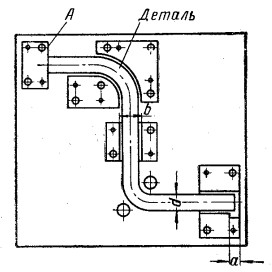
Фіг.31
необхідності до контрольного пристосування може бути передбачений щуп, який повинен
вводитися в зазори між поверхнями профільного шаблону пристосування і
контрольованої деталі, визначаючи відхилення контуру, що перевіряється. По граничній
сходинці а визначається лінійний розмір деталі щодо базового упору А пристосування.
У пристосуваннях для контролю заготовок досить часто застосовують
профільні шаблони для визначення відхилень від заданих припусків на механічну обробку по
зовнішніх і внутрішніх циліндричних поверхнях, а також для контролю правильності
розташування окремих поверхонь заготовок щодо базових.
При контролі правильності розташування окремих поверхонь заготовки щодо
базових, а також при контролі правильності виконання складного контура заготовки
профільний шаблон повинен бути подібним контуру поверхні, що перевіряється. За
розміром шаблон повинен бути більше контуру деталі, що перевіряється, на
величину допустимого відхилення, - якщо поверхня, що перевіряється, повинна
вписуватися в контур шаблону або, навпаки, повинен бути менше контуру деталі,
що перевіряється, на величину допустимого відхилення, якщо сам шаблон при
перевірці повинен вписуватися в контур, що перевіряється.
Недоліком профільних шаблонів є те, що вони дають можливість визначення
відповідності розміру, що перевіряється, лише одній межі, тобто вони обмежують
якнайменшу величину заданого припуску на обробку, не визначаючи найбільшого
значення цієї величини, що також було б бажане з тим, щоб уникнути надмірно
великих припусків на обробку.
Основним недоліком, що обмежує застосування калібрів в конструкціях
контрольних пристосувань (як і при самостійному використанні калібрів), є
неможливість визначення з їх допомогою числових значень величин, що
перевіряються.
Разом з тим калібрам властиві і серйозні переваги, що у багатьох випадках
виправдовують їх застосування в конструкціях контрольних пристосувань.
Так, калібри, як правило, не вимагають високої кваліфікації від контролерів;
по продуктивності контрольні пристосування, оснащені калібрами, не тільки не
поступаються пристосуванням звичайного ручного типу з відліковими
вимірниками, але часто їх перевершують; по точності вимірювання при контролі
розмірів з допусками по 4-му класу точності і грубіше калібри також виявляються
цілком задовільними. Крім того, при контролі деталей складних форм (зокрема з
криволінійними контурами) застосування комплексних калібрів (у тому числі і
профільних шаблонів) найнадійніше забезпечує взаємозамінність деталей у вузлі.
Тому при проектуванні контрольного пристосування конструктор повинен
ретельно зважити всі переваги і недоліки тих або інших калібрів, зіставити їх з
перевагами і недоліками відлікових вимірювальних пристроїв з тим, щоб вибрати
оптимальну для даного випадку конструкцію вимірника.