Фасонно-відрізні автомати
План.
- Фасонно-відрізні автомати,
- Автомати фасонно-продольного точіння
Фасонно-відрізні автомати є високопродуктивними верстатами; їх застосовують у великосерійному і масовому виробництві для виготовлення з дроту або з дроту, згорнутої в бунт, коротких деталей діаметром від 3 до 20 мм і деталей простої форми.
Схема роботи фасонно-відрізного автомата показана на рис. 10.7. Пруток, закріплений в шпинделі 1, отримує обертальний рух, а поперечні супорти 2 (біля верстата їх може бути два - чотири) з фасонним і відрізним інструментом отримують поперечну подачу. У верстата є рухливий упор 3, який автоматично встановлюється по осі шпинделя після обробки деталі для подачі прутка на обробку наступної деталі. Деякі фасонно-відрізні автомати мають поздовжній супорт для свердління отворів.
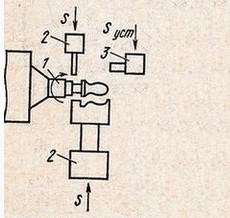
Рис.10.7 Схема роботи фасонно-відрізного автомата
Автомати фасонно-поздовжнього точіння призначені для виготовлення довгих деталей малого діаметру з прутка або бунту в умовах масового виробництва. Вони є високоточними верстатами. На автоматах поздовжньо-фасонного точіння обробку виробляють нерухомими або поперечно переміщаються різцями при поздовжньої робочої подачі прутка. Як правило, обробку здійснюють безпосередньо у люнета, що підтримує пруток. Подача відбувається при переміщенні шпиндельної бабки або пінолі шпинделя. Комбінуючи поперечні і поздовжні руху, можна отримати ступінчасті, конічні і фасонні поверхні без застосування спеціальних фасонних різців.

Рис.10.8 Схема роботи фасонно-відрізного автомата
Схема роботи автомата фасонно-поздовжнього точіння показана на рис. 10.8. Пруток 16, закріплений в шпинделі цангою 11, обертається і одночасно отримує подовжню подачу разом з бабою 12. Супорти 1-5 в процесі обробки або залишаються нерухомими, або отримують поперечну подачу. Супорти 1 і 2 закріплені на балансирі 6, хитному на осі 7. Упор 10 балансира притискається до кулачка 9 пружиною 8.
При обертанні кулачка 9 балансир 6 повертається і переміщує супорти 1 і 2, причому, якщо супорт 1 наближається до прутки, то супорт 2 відходить. Супорти 3, 4 і 5 змонтовані в одному корпусі. Люнет 13 розташований в безпосередній близькості від різальних крайок різців 14, 15. В результаті створюються сприятливі умови для зняття стружки і отримання високої точності і найменших параметрів шорсткості оброблюваної поверхні.
Відео: Робота верстата 11Т16А токарного автомата продольного точіння.
Питання для самоконтролю:
- Де використовуються фасонно-відрізні автомати?
- Робота фасонно-відрізного автомата?
- Робота автомата фасонно-продольного точіння?