1. Сутність ливарного виробництва.
Сутність ливарного виробництва зводиться до одержання фасонних заготовок (виливків) або деталей
у спосіб заливання і тверднення розплавленого металу в спеціальній формі, порожнина якої відповідає
конфігурації майбутнього виробу. Після тверднення, охолодження, вилучення з форми і механічної обробки
виливка одержують потрібну деталь. Завдяки методам точного лиття одержують вже готову деталь, що не
потребує подальшої механічної обробки. Більша частина виливків виробляється зі сплавів на основі заліза
(чавуну і сталі). Проте роль виливків з сплавів інших металів також дуже велика, особливо в галузях точного
машинобудування, атомної енергетики, авіаційної техніки, приладобудування.
Розвиток сучасного ливарного виробництва характеризують два основні напрями: розробка і
впровадження точних, маловідходних методів лиття та комплексна механізація і автоматизація процесів
виробництва виливків.
2. Основні способи виготовлення виливків.
Основними способами ливарного виробництва вважають лиття в піщано-глинистих і металевих
формах; лиття під тиском; в оболонкових формах; по моделях, що виплавляються; відцентрове лиття;
електрошлакове; під низьким тиском; з вакуумним всмоктуванням; витискуванням і рідкою штамповкою; з інтенсивним тепловідбором тощо. Вибір способу виготовлення виливків визначається його технологічними можливостями і економічною доцільністю.
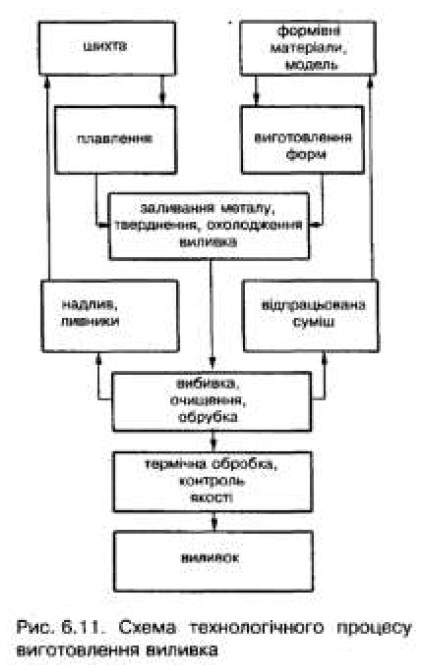
Численні й різноманітні операції виготовлення виливків поділяють на п'ять основних груп: виплавлення металу, виготовлення
форм; розливання металу і охолодження виливків; первинна обробка виливків, вибивка, обрубка; термічна обробка і контроль якості. Специфічними для ливарного виробництва є операції виготовлення форм, розливка (заливка), тверднення і охолодження виливків. Явища, які відбуваються під час здійснення цих операцій, називаються ливарними процесами.
3. Ливарні властивості сплавів.
Для одержання якісних виливків ливарні сплави повинні забезпечувати певний рівень специфічних для литва технологічних
(ливарних) властивостей. Характеристики ливарних сплавів, які визначають їх поведінку під час формоутворення і виготовлення
виливків, а також їх якість, називають ливарними. Основними з них є рідкотекучість, усадка, схильність до ліквації і поглинання газів.
Рідкотекучість - це здатність металу вільно переміщуватися і заповнювати форму, відтворюючи всі її контури. Недостатня рідкотекучість спричинює утворення недоливів у вузьких перерізах виливків. Метал з високою рідкотекучістю заповнює всі порожнини найскладнішої ливарної форми. Рідкотекучість залежить, передусім, від температури і хімічного складу
сплаву.
Усадка - це властивість металів і сплавів зменшувати свій об'єм і лінійні властивості виливків під час
охолодження і тверднення.
Ліквація - це хімічна неоднорідність сплаву по перерізу виливка, що виникає під час кристалізації.
Неоднорідність хімічного складу і структури призводить до неоднорідності фізико-механічних властивостей
у різних об'ємах виливка.
Газопоглинання - це здатність розплавлених сплавів розчиняти гази - кисень, азот, водень тощо. Під
час охолодження металу в ливарній формі розчинність газів зменшується і внаслідок їх виділення у
виливках можуть утворюватися газові раковини і пори.
4. Різновиди ливарних форм.
При виготовленні виливків застосовують спеціальні ливарні форми, які відрізняються терміном
використання (одно- багаторазові), технологією виготовлення (ручна, машинна, з виплавленням або
випалюванням моделей тощо), станом перед заливанням металу (сухі, підсушені, сирі, само- або хімічно
тверднучі). На сьогодні існує близько ста різних видів і способів виготовлення ливарних форм.
Одноразові форми виготовляють з піщано-глинистих і піщано-смоляних сумішей і використовують
для виготовлення лише одного виливка. Одноразову форму роблять роз'ємною (верхня і нижня частини
півформи). Нероз'ємні одноразові форми виготовляють з використанням плавких моделей. Після тверднення
металу при видаленні виливка одноразову форму руйнують. Близько 60 % всіх виливків з чавуну і сталі
одержують литтям у піщано-глинисті форми. Цим способом виготовляють дрібні та великі виливки простої і
складної форми не тільки із залізовуглецевих, але й кольорових сплавів.
Багаторазові роз'ємні форми витримують від кількох десятків до сотень заливок. Після тверднення
металу таку форму не руйнують, а розкривають для видалення виливка, після чого знову збирають,
готуючи до наступної заливки. Багаторазові форми виготовляють із шамоту, алебастру, азбесту, цементу,
інших вогнетривів з використанням рідких самотверднучих сумішей.
Металеві багаторазові форми (кокілі) виготовляють з чавуну, сталі, міді, мідних і алюмінієвих
сплавів. Термін використання кокілів залежить від температури плавлення сплаву, з якого виготовляють
виливок, покриття внутрішньої частини кокілю, умов охолодження. У зв'язку з високою вартістю кокілі
використовують у серійному виробництві. Існуючі конструкції кокілів дозволяють швидко вилучати
виливок з форми і готувати її до наступної операції. В одному кокілі можна виготовити кілька сотень
виливків зі сталі, кілька тисяч виливків із чавуну, десятки тисяч виливків з кольорових металів.