ТОКАРНІ НАПІВАВТОМАТИ І АВТОМАТИ.
БАГАТОШПІНДЕЛЬНИЙ ВЕРСТАТ 1К282.
План.
-
- Призначення багатошпиндельних верстатів.
- Призначення верстата 1К282.
- Основні вузли та механізми 1К282.
- Кінематика верстата 1К282
Відео про токарні багатошпіндельні автомати.
Горизонтальні багато шпиндельні напівавтомати призначені для виготовлення деталей з штучних заготівок (поковок, штампувань, відливань і заготівок з відрізків прокату) в умовах масового і багатосерійного виробництва. Горизонтальні багатошпиндельні напівавтомати виготовляють зазвичай на базі багатошпиндельних пруткових автоматів. Основною відмінністю напівавтоматів є те, що установку нової заготівки і зняття готової деталі проводять вручну. У завантажувальній позиції при знятті деталі і установці заготівки шпиндель не обертається. Решта шпинделів в цей час обертається. Коли заготівка закріплена, обертання отримує шпиндель і в завантаженій позиції. В завантажувальній позиції є пристрої для включення і вимикання обертання шпинделя і затиску заготівки в патроні.
У багато шпиндельних напівавтоматів відсутні механізми подачі і затиску прутка
Вертикальні багато шпиндельні напівавтомати призначені для обробки в патроні деталей порівняно великих розмірів в умовах масового виробництва. Ці верстати високопродуктивні, займають мало місця, зручні для компоновки поточних ліній. Їх розподіляють на напівавтомати послідовної і паралельної дії. Принципова схема напівавтомата послідовної дії показана на мал. 3.4.5, а. На основі 1 встановлена нерухома шестигранна колона 2, навколо якої періодично повертається стіл 3 з шістьма шпинделями 4. П'ять супортів 6 обслуговують одночасно п'ять шпинделів. Заготівку встановлюють в завантажувальній позиції, і після повороту столу на 1/6 обороту шпиндель отримує обертання. Починається обробка в позиції І, а продовжується в позиціях ІІ—V. У кожній позиції виконується один або декілька переходів. Привід верстата складається з електродвигуна 7, редуктора 8 і механізму подач 5.
Принципова схема напівавтомата паралельної дії приведена на мал. 3.4.5, б. На основі встановлена нерухома вертикальна колона 2, навколо якої безперервно обертається стіл, що несе шпинделі 5, і шестигранна гільза 3 з шістьма супортами 4, що є єдине ціле (карусель). При повороті гільзи 3 супорти переміщаються по її що вертикальним направляє від нерухомого барабана 6, з яким вони зв'язані тягою 7, У напівавтомата кожен шпиндель має свій супорт, з якого обробляється деталь під час обертання каруселі. За один повний оборот каруселі на кожному шпинделі, що проходить завантажувальну зону, закінчується обробка деталі. У цій зоні спочатку автоматично вимикається обертання шпинделя і звільняється деталь, відповідний супорт швидко відходить у верхнє положення, знімається готова деталь і встановлюється нова заготівка. Потім відбувається автоматичний затиск заготівки, шпинделю повідомляється обертання, а супорт швидко підводиться до заготівки.
Розглянуті схеми напівавтоматів на шість шпинделів. Сучасні напівавтомати цього типу мають 4—16 і більш робочих шпинделів.
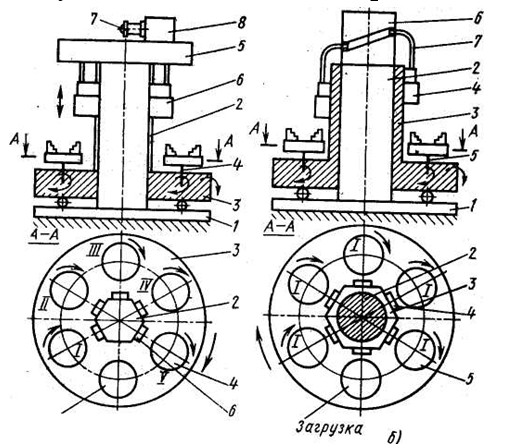
Рис. 3.4.5. Принципові схеми напівавтоматів послідовної (а) і паралельної (б) дії
Верстат 1К282 призначений для чорнової і чистової обробки деталей в патроні в умовах багатосерійного і масового виробництва. На нім можна здійснювати обточування, розточування, свердлення, зенкує і розгортання отворів. Обробка на верстаті може проводитися послідовним (одна завантажувальна позиція) або паралельно-послідовним методом (дві завантажувальні позиції). Верстат випускають в силовому і швидкісному виконані. Всі вузли і механізми напівавтомата 1К282 змонтовані на станіні 18 (мал. 3.4.6.), яке використовується також резервуаром для масла гідросистеми. У нішах станіни розміщено сім синхронізаторів 21 приводу обертання шпиндслів і гальмо 19 шпинделя завантажувальної
позиції. У зоні завантажувальної позиції основи розташований механізм 17 повороту і фіксації столу. На тумбі столу закріплені порожниста колона 13, яка є основною несучою частиною напівавтомата, і розподільний фланець гідросистеми. На нижньому кінці колони, що має конічну поверхню, обертається стіл 16 з робочими шпинделями 15 напівавтомата. Решта частини колони має грані, на яких у всіх робочих позиціях закріплені напрямні 3 супортів.
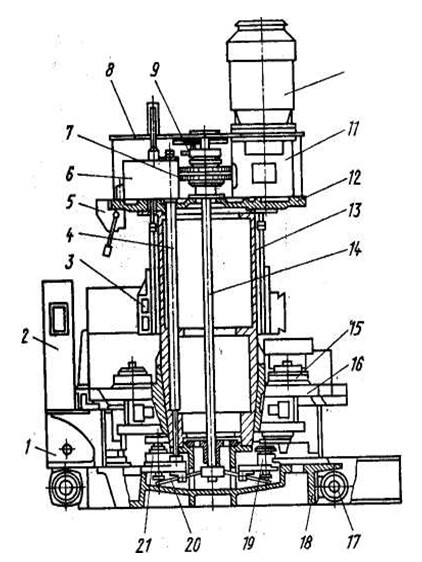
Рис. 3.4.6. Компоновка основних вузлів напівавтомата 1К.282
На верхній частині колони 13 укріплений нижній вінець 12, на якому встановлено сім коробок 6 швидкостей і подач, редуктор 11 і стійка 9 з вбудованими в неї гідроциліндрами приводу тяги 14 з важелями 20 включення синхронізаторів 21 і гальма 19 і двома що обертаються навколо стійкі центральними зубчатими колесами 7. На фланці цієї ж стійки встановлений колектор системи змащування. До корпусу редуктора 11 через перехідною фланець і верхній вінець 8 кріпиться головний електродвигун приводу обертання шпинделів і подачі супортів. Від коробки швидкостей і подачі через вали 4, встановлені всередині колони на кожній робочій позиції, обертання передається на шпинделі напівавтомата. Знизу до нижнього вінця 12 кріплять командоапарати 5, пов'язані з відповідними коробками швидкостей і подач. Верхній вінець 8, що є зварним диском, має отвори, необхідні для огляду і ремонту вузлів, що знаходяться на нижньому вінці 12. Електроустаткування напівавтомата змонтоване в спеціальній шафі 2. Верстат оснащений гідропанеллю.
Кінематика верстата. Головний рух (мал. 3.4.7.) робочі шпинделі VIII (на малюнку показано привід одного з 7 шпинделів) отримують від асинхронного електродвигуна М1, потужність і частота обертання якого вибираються залежно від технологічних вимог (потужність може бути N = 22 — 55 кВт). З валу обертання передається на вал V двома шляхами залежно від положення колеса z — 31 на валу V: через передачі z — 16 — 39 — 118 — 31 (високий ряд частот обертання) або через колеса z — 16 — 39, z = 22 — 39, z = 22 — 39, z =39 — 118 — 31 (низький ряд). З валу V робочий шпиндель VIII отримує обертання через змінні колеса а і b, передачі z — 35 — 40, z = 37 — 50. Набір змінних коліс а і b до верстата забезпечує різні частоти обертання в кожній позиції. Після індексації столу шпинделі набувають частоти обертання тієї позиції, в яку вони перейшли, а синхронізатори при цьому забезпечують плавний ненаголошений початок обертання шпинделя. Вмикаються синхронізатори всі одночасно при переміщенні штока циліндра Ц2. При цьому через систему важелів піднімається вгору конус-муфта М1, стикається з підпружиненою конусною чашкою на валу VII. У гідросистемі підвищується тиск, спрацьовує гидророзподілювач, який вмикає дросель, при цьому знижується швидкість включення синхронізатора; у цей період відбувається збільшення частоти обертання шпинделів. При подальшому русі зчіплюється зубчата муфта М2. При цьому спеціальним пристроєм розлучаються конусні чашки муфти М1, забезпечуючи включення муфти М2. Шпинделі отримують робоче обертання.
Від штока циліндра Ц2 через систему важелів одночасно синхронізаторами вмикається гальмо Мт, яке розташоване у завантажувальній позиції. Для затиску деталей використовується подвійний гідроциліндр Ц.
Рух подачі. Ходові гвинти XIV супортів отримують швидкі і повільні переміщення. Повільна подача здійснюється від валу V через черв'ячну пару z = 1 — 32 при включеній муфті М3, вал IX, гітару змінних коліс, передачу z = 35 — 62 при включенні муфти М6 або z = 58 — 39 при включенні муфти М7, вал XIII, конічну передачу z = 27 — 38 і ходовий гвинт з кроком Р =
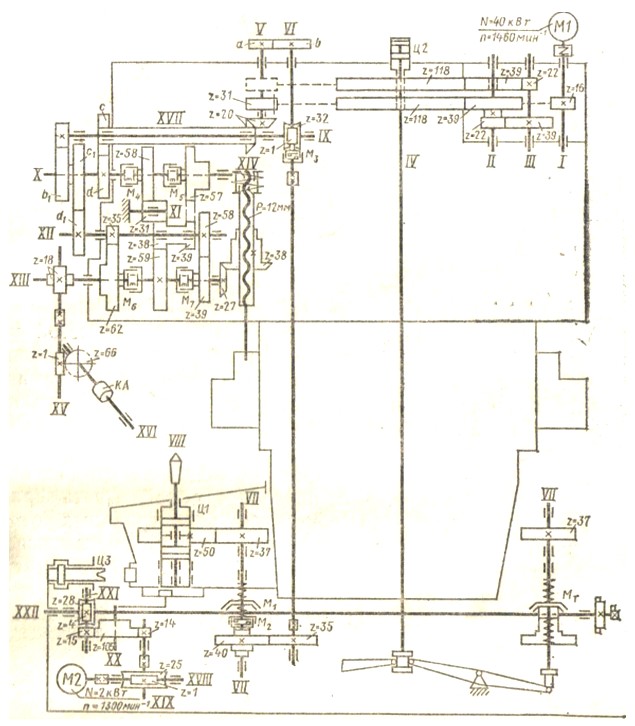
Рис. 3.4.7. Кінематична схема токарного восьмишпиндельного автомата 1К282
Питання для самоконтролю:
- Для яких робіт призначені горизонтальні багатошпиндельні напівавтомати?
- Для яких робіт призначені вертикальні багатошпиндельні напівавтомати?
- За яким принципом працює напівавтомат послідовної дії?
- Яке призначення верстата 1К282?
- Які основні вузли та механізми 1К282?
- Які кінематичні ланцюги головного руху використовуються у верстаті 1К282?
7. Які кінематичні ланцюги руху подач використовуються у верстаті 1К282?