Жовтоводський промисловий фаховий коледж ДНУ. Галузеве машинобудування.
|
Меню сайту
Статистика
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
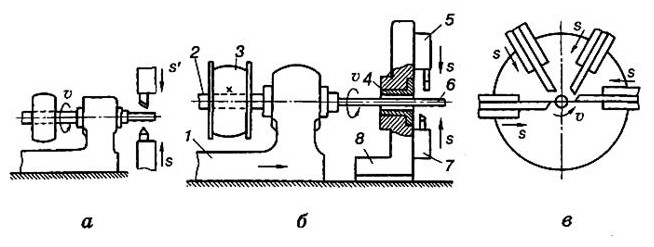
Токарні автомати і напівавтомати1. Особливості роботи і основні типи токарних автоматів і напівавтоматів.Автоматами називають верстати, на яких після налагодження обробка здійснюється автоматично. Напівавтоматами називають верстати, в яких увесь цикл обробки і зупинення верстата після її закінчення здійснюються автоматично, а зміна заготовок і пуск верстата - вручну. На токарних автоматах обробляють кріпильні деталі, валики, втулки, кільця тощо в масовому і великосерійному виробництві. На напівавтоматах обробляють осі, фланці, зубчасті колеса та інші деталі у серійному виробництві. За видом заготовки розрізняють автомати пруткові і патронні для обробки штучних заготовок. За кількістю шпинделів є автомати і напівавтомати одношпиндельні і багатошпиндельні, а за їх розміщенням - горизонтальні і вертикальні. Одношпиндельні автомати за характером роботи поділяють на фасонно-відрізні, поздовжньо-фасонні і токарно-револьверні. За принципом дії розрізняють багатошпиндельні автомати і напівавтомати паралельної і послідовної дії. 2. Одношпиндельні токарні автомати.Фасонно-відрізні автомати призначені для обробки коротких деталей різцями, які встановлюють на кількох поперечних супортах. Схему роботи такого верстата показано на рис. VI.24, а. У деяких моделях автоматів є поздовжній супорт для свердлильних і різьбонарізних робіт. На поздовжньо-фасонних автоматах обробляють точні деталі типу валиків, довжина яких значно перевищує діаметр. Схему роботи такого автомата показано на рис. VI.24, б. Шпиндельна бабка 1 разом з прутком 6, що проходить крізь шпиндель 2, який отримує обертання від шківа 3, може здійснювати поздовжній рух, під час якого пруток переміщується всередині люнета 4, закріпленого в нерухомому стояку 8. Встановлені в супортах 5 і 7 (яких може бути 4...6) різці можуть залишатися нерухомими або здійснювати радіальну подачу. Обробка різцями безпосередньо на виході прутка із люнетної втулки запобігає деформації деталей. Сукупність зупинок і подач супортів і прутка дає змогу обробляти деталі досить складної форми. На деяких верстатах за допомогою спеціальних пристроїв можливе свердління центральних отворів і нарізання в них різьби.
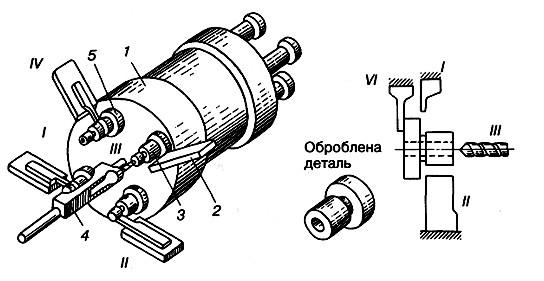
Рис. VI.24. Схеми обробки на одношпиндельних токарних автоматах Поширені токарно-револьверні автомати, які, по суті, є автоматизованими токарно-револьверними верстатами і призначені для виготовлення порівняно складних за формою деталей з прутків 0 8...40 мм (кріпильні деталі, втулки, пальці, ролики тощо). Як правило, ці автомати, крім револьверного супорта з револьверною головкою, що здійснює поздовжню подачу, мають два або, рідше, три поперечних супорти. В них закріплюють різці для прорізання канавок, відрізання, точіння фасонних поверхонь. Керування рухом супортів, зміною позицій револьверної головки, механізмами подачі і закріплення прутка, обертанням шпинделя здійснюється за допомого!® кулачків, встановлених на розподільному валу. Весь цикл обробки деталі виконується за один оберт розподільного вала. 3. Багатошпиндельні токарні автомати і напівавтоматинайчастіше мають 4...6 одночасно працюючих шпинделів із заготовками. У верстатах паралельної дії на всіх шпинделях виконуються однакові операції. Вони становлять кілька одношпиндельних фасонно-відрізних автоматів, які поєднані в один, їх використовують для обробки деталей нескладної форми, яка потребує не більше 2-3 інструментів. На верстатах послідовної дії кожний шпиндель разом з заготовкою при повороті шпиндельного блока займає ряд позицій, на кожній з яких виконується певна частина технологічного процесу виготовлення деталі. Кожна заготовка послідовно проходить усі позиції і за один оберт шпиндельного блока здійснюється повний цикл обробки деталі. На рис. VI.25 показано принцип послідовної обробки деталі на такому верстаті. В шпиндельному блоці 1 змонтовані шпинделі 5 із заготовками 3. Проти кожного шпинделя встановлено поперечний супорт 2, а на гранях призматичного поздовжнього супорта 4 закріплюються потрібні для обробки у кожній з позицій інструменти. При періодичному повороті блока кожний шпиндель послідовно займає позиції I-IV. В позиції І пруток подається до упора і закріплюється, а потім різцем, який закріплено в поперечному супорті, прорізується канавка. На позиції II встановленим на другому поперечному супорті різцем обробляється зовнішня поверхня. Після чергового повороту шпиндельного блока шпиндель із заготовкою займає позицію III, де встановленим у поздовжньому супорті свердлом свердлиться отвір. В позиції IV відрізається готова деталь. Продуктивність чотиришпиндельних автоматів в 2,5...З рази перевищує продуктивність близьких до них за можливостями одношпиндельних токарно-револьверних автоматів.
Рис. VI.25. Схеми обробки на багатошпиндельному токарному автоматі послідовної дії Запитання і завдання для самоконтролю 1. Які види робіт виконують на токарних верстатах? 2. Основні частини токарно-гвинторізного верстата і їх призначення. 3. Основні типи токарних різців. 4. Приладдя токарних верстатів. 5. Основні методи обробки конічних і фасонних поверхонь на токарних верстатах. 6. Які роботи виконують на карусельних верстатах? 7. Особливості будови і роботи на токарно-револьверних верстатах. 8. Основні типи токарних автоматів.
|
Вхід на сайт
Пошук
Календар
Друзі сайту
|
|||||||||||||||||||||||||||||||||||||||||||||||