Жовтоводський промисловий фаховий коледж ДНУ. Галузеве машинобудування.
|
Меню сайту
Статистика
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
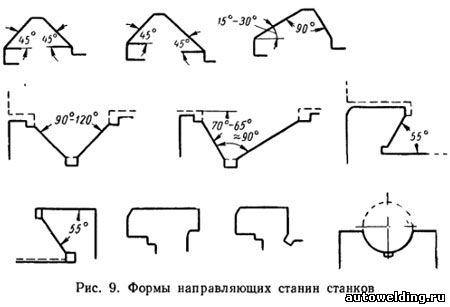
Типові деталі та механізми металорізальних верстатівСтаниною називається базова деталь верстата, на якій встановлені та закріплені всі його деталі та вузли та щодо якої орієнтуються та переміщаються рухомі деталі та механізми. Основною вимогою до станин є тривале забезпечення правильного взаємного положення вузлів і частин, змонтованих на ній, при всіх передбачених режимах роботи верстата в нормальних експлуатаційних умовах. Найвідповідальніша деталь верстата визначає довговічність, стабільність роботи та точність. Для виготовлення станин використовують такі основні матеріали: для литих станин - чавун; для зварних — сталь, для станин важких верстатів — залізобетон (іноді), для верстатів високої точності — штучний синтегранний матеріал, що виготовляється на основі крихти мінеральних матеріалів і смоли і характеризується незначними температурними деформаціями. Для забезпечення точності всіх вузлів верстата необхідно збереження незмінності форми станини, що можливе при виконанні наступних умов: 1. Станіна повинна мати жорсткість, при якій її деформації під дією зусиль у процесі роботи верстата не виходили б за межі, що відповідають допускам на неточність деталей, що обробляються на верстаті. 2. Матеріал станини повинен бути термічно оброблений, і при цьому виключаються внутрішні напруги, що викликають зміну її форми. Після попередньої механічної обробки станини піддають старінню, у процесі якого відбувається зняття внутрішніх напруг. 3. Станіна повинна бути вібростійкою, тому що в іншому випадку матимуть місце погіршення класу чистоти оброблюваної поверхні та зниження стійкості ріжучого інструменту. Найчастіше їх виготовляють із сірого чавуну. Для станин середніх розмірів СЧ 20-40. Для важких верстатів СЧ 28-48. Тиск на фундамент трохи більше 8-10 кг/см 3 Непаралельність поверхні – трохи більше 0,03 мм на 1000мм довжини. Базуючими поверхнями станини є її напрямні, на які встановлюються деталі та вузли верстата. Ці деталі і вузли можуть переміщатися напрямними станини, або бути жорстко з нею пов'язані. Напрямні станини мають різні форми. Класифікація направляючих У металорізальних верстатах застосовують напрямні ковзання, кочення та комбіновані. Напрямні забезпечують правильність траєкторії руху заготовки та (або) інструменту та точність перестановки вузлів. У багатьох випадках напрямні виконують як одне з базовими деталями. Напрямні кочення розрізняють по виду тіл кочення на кулькові та роликові Залежно від траєкторії руху рухомого вузла напрямні можуть бути прямолінійного та кругового руху. Їх ділять також на горизонтальні, вертикальні та похилі. За формою поперечного перерізу найбільш поширені прямокутні (плоскі), трикутні (призматичні), трапецієподібні (типу ластівчиного хвоста) і круглі напрямні. Кожну з форм можна застосовувати у вигляді охоплювальних та охоплюваних напрямних. Охоплювані напрямні погано утримують мастильний матеріал, а охоплюючі утримують його добре, але потребують надійного захисту від забруднень.
Рис.1 Основні форми напрямних Шпиндельні вузли металорізальних верстатів.
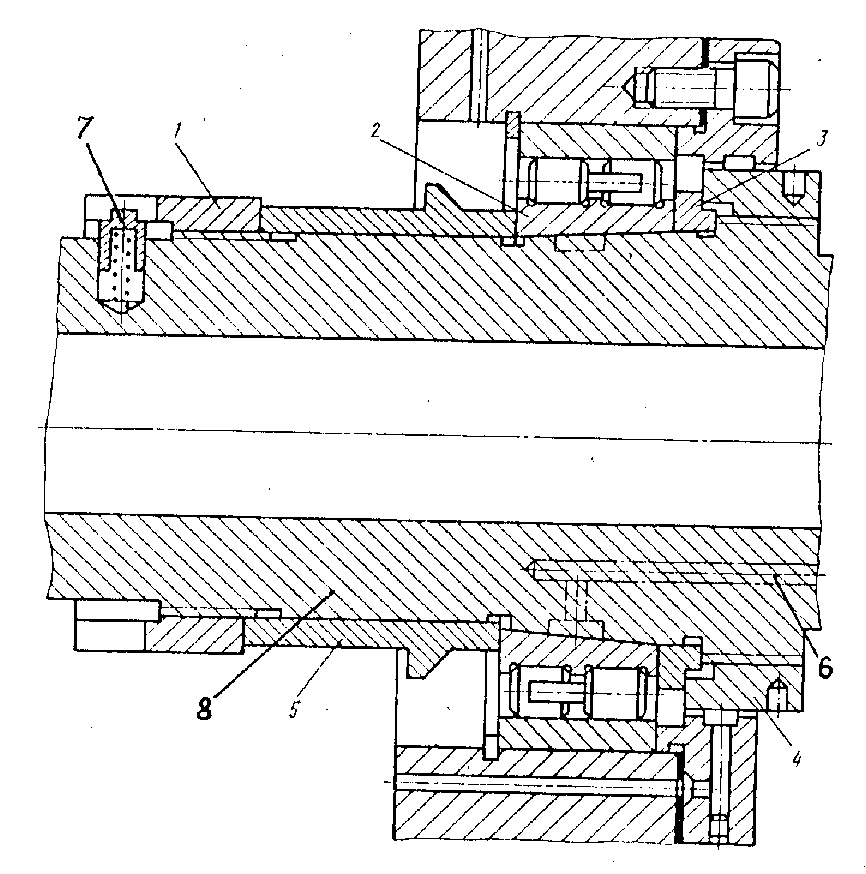
Конструкції шпиндельних вузлів металорізальних верстатів надзвичайно різноманітні. Шпиндельні вузли виконують двухопорне і трехопорне. Як показує розрахунковий аналіз, жорсткість двох опорних конструкцій трохи нижче жорсткості трьох опорних за умови, що відстань між опорами двох опорного шпинделя близько до оптимального. Іноді установка Третя опора викликається прагненням збільшити демпфування в шпиндельної вузлі. Оскільки виробництво трьох опорних шпиндельних вузлів пов'язано з істотними технологічними труднощами, значна більшість шпиндельних вузлів металорізальних верстатів виконують двох опорними. Тільки у важких верстатах застосовуються трьох опорні шпиндельні вузли. В якості прикладу розглянемо варіант конструкції вузла шпинделя токарного верстата:
Рис. 2. Опора шпинделя з радіальним двох рядним підшипником. Також в верстат можуть входить такі типові деталі і механізми: Приводи верстатів, Коробки подач, Безступінчаті приводи, Механізми прямолінійного руху, Храпові і мальтійські механізми, Муфти, Реверсивні механізми, Планетарні механізми, Тормозні пристрої, Кривошипно-шатунні механізми |
Вхід на сайт
Пошук
Календар
Друзі сайту
|
|||||||||||||||||||||||||||||||||||||||||||||||