Жовтоводський промисловий фаховий коледж ДНУ. Галузеве машинобудування.
|
Меню сайту
Статистика
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
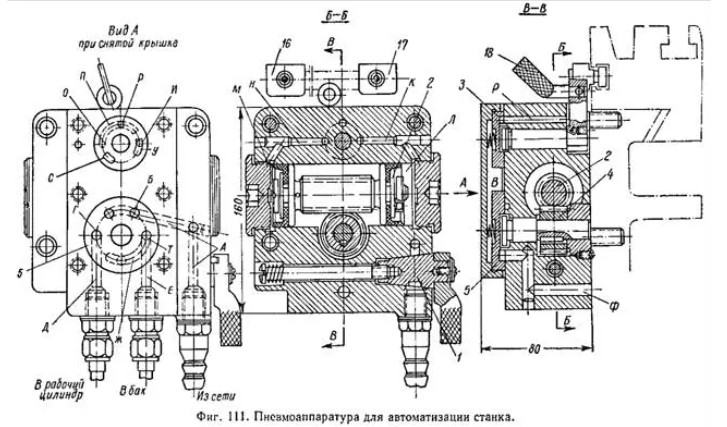
Комплексна автоматизація фрезерних верстатівКомплексна автоматизація фрезерних верстатів Конструкцією більшості моделей сучасних консольно-фрезерних верстатів передбачена можливість налагодження різних напівавтоматичних і автоматичних циклів рухів столу. На верстатах колишніх випусків автоматизація циклу може бути досягнута лише за допомогою механічних, електричних або пневмогідравлічних приставних пристроїв. При комплексної автоматизації цикл переміщень столу доповнюється автоматизованим циклом роботи завантажувального пристрою і затискного пристосування. Ці обидва циклу строго пов'язуються між собою і автоматично управляються від упорів, розташованих на верстаті. Упори можуть впливати на кінцеві вимикачі, команди від яких передаються електромагнітами пневматичних клапанів, або на рукоятки розподільних кранів. На фіг. 109 дана схема типового пневмогидравлического пристрою, призначеного для автоматизації консольно-фрезерних верстатів моделей 680 і 610. Пневмогідравлічний привід забезпечує наступний автоматичний цикл: швидке підведення стола з деталлю до фрези, робоча подача, швидке відведення столу в початкове положення. Робота завантажувального пристрою і пристосування узгоджується з рухами столу; схема пристрою дозволяє змінювати швидкості подачі на будь-якій ділянці шляху. На фігурі показані: I - коробка з пневматика для реверсування подачі столу; II - коробка з гидроаппаратурой для регулювання швидкості подачі стола; III - пневмогидравлический циліндр; ліва порожнину циліндра заповнюється стисненим повітрям, а права - маслом. При відкритті впускного крана 1 (фіг. 109, а) повітря, що надходить з мережі через розподільний золотник 5, потрапляє по трубці б в ліву порожнину А циліндра 13 і повідомляє цього циліндру прискорений рух вліво разом зі столом 14 верстата, до якого він прикріплений; поршень 12 закріплений на верстаті нерухомо. З правої порожнини Б циліндра масло по трубці г вільно витісняється через відкритий клапан 8 в маслобак 11 (перша фаза циклу). При подальшому пересуванні столу закріплений в його бічному пазу кулачок 15 через важіль 7 з роликом закриває клапан S, після чого масло, що витісняється з правої порожнини, проходить через редукційний клапан 9 і дросель 10 \\ с цього моменту здійснюється повільна робоча подача (друга фаза циклу) . Призначення редукційного клапана 9 - забезпечувати сталість тиску перед дроселем для стабілізації швидкості подачі при зміні сил опору в процесі обробки. Автоматичне перемикання розподільного золотника 5 і реверсування столу виробляються упорами 16 і 17 через допоміжний золотник 3 (сервозолотнік). В кінці робочої подачі упор У7, діючи на рукоятку сервозолотніка, перемикає основний золотник 5 і стиснене повітря з мережі починає надходити по трубці в в резервуар 11. Стиснене повітря, чинячи тиск на масло, витісняє його з бака 11, і воно, минаючи механізми 9 і 10, через зворотний клапан 6 вільно надходить в праву порожнину Б циліндра і викликає прискорене зворотний хід столу; в цей час повітря з лівої порожнини А циліндра через золотник 5 і глушитель йде в атмосферу (третя фаза циклу). Необхідність застосування сервозолотніка 3 з двостороннім поршнем 2 викликається наступним. При переході від другої фази циклу до третьої золотник перемикається повільно рухаються столом верстата. Внаслідок цього має місце «мертве» положення механізму, при якому канали для надходження і вихлопу повітря перекриті і подача столу різко зменшується або зовсім припиняється. Застосування сервозолотніка забезпечує миттєве перемикання основного розподільного золотника 5. При «мертвому» положенні сервозолотніка 3, показаному на фіг. 109, б повітря з мережі продовжує вільно надходити в золотник 5 (фіг. 109, а) по каналу а й далі по. трубці б-в циліндр. Отже, робоча подача стола не припиняється. Коли ж золотник 3 пройде вертикальне положення, повітря з мережі миттєво перемістить поршень 2 вправо і тим самим також миттєво поверне золотник 5, пов'язаний зубчастим колесом 4 з поршнем 2. При цьому повітря з циліндра 13 випускається в атмосферу, а повітря з мережі надходить в резервуар 11, і стіл 14 починає швидко переміщатися вправо. Потім упор 16 знову перемикає золотники і повторюється перша фаза циклу і т. Д. Розріз пневмогідравліче- ського циліндра 13 з нерухомим поршнем 12 і порожнистим штоком показаний на фіг. 110. Циліндр зафіксувати на столі, а поршень - до поперечних санчатах верстата. За умовами компонування пневмогидравлического пристрої поперечні санчата верстата замінені новими. Конструкція коробки з пневматика показана на фіг. 111. Основними елементами коробки є: плоский розподільний
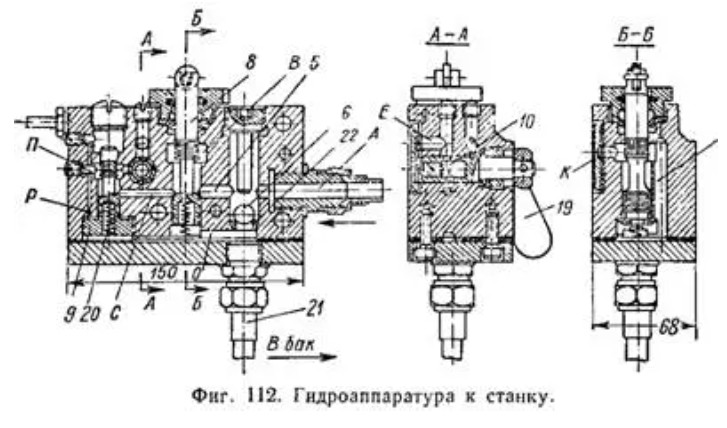
золотник 5, плоский сервозолотнік 3 і двосторонній поршень 2, шток якого виконаний у вигляді рейки. Сервозолотнік управляється кулачками 16 і 17, встановленими в бічному пазу робочого столу верстата. Рукоятка 18 призначена для управління золотником при налагодженні. При положеннях золотників, зображених на фіг. 111, повітря з мережі по каналу А і через наскрізний отвір Б в золотнику 5 надходить в порожнину В, притискаючи обидва золотника до площини корпусу коробки. З порожнини В через сковозное отвір Г в золотнику 5 і канал Д повітря надходить в ліву порожнину робочого циліндра і змушує стіл переміщатися вліво. З порожнини В повітря потрапляє також через наскрізний отвір У в золотнику 3 і канал К в праву порожнину Л допоміжного циліндра. При цьому ліва порожнину М циліндра через канали Я і О, паз Я в допоміжному золотнику і канал Р з'єднується з атмосферою. Коли стіл приходить в крайнє ліве положення, кулачок 17 повертає допоміжний золотник 3; при цьому наскрізний отвір С в золотнику збігається з отвором О, а паз Я з'єднує канали Р і І. Тоді повітря з порожнини В каналами О і Я йде в ліву порожнину М, пересуває поршень 2 вправо і через шестерню 4 повертає розподільний золотник 5. при цьому отвір Б з'єднується з отвором 7 а паз Ж повідомляє отвір Г з каналом Ф. Повітря з порожнини в поступає по каналу Е в маслобак, витісняє звідти масло, яке проходить в праву порожнину робочого циліндра, і стіл починає переміщатися вправо. Ліва порожнину робочого циліндра при цьому з'єднується з атмосферою. У корпус, крім золотників, вмонтований впускний кран 1. Коробка II з гидроаппаратурой показана на фіг. 112. Її призначення - змінювати і стабілізувати швидкість руху столу. Вона складається з дроселя 10 з рукояткою 19, плунжера S, редукційного клапана 9, зворотного клапана з підпружиненим кулькою 6 і втулкою 22 і трубопроводу 21.
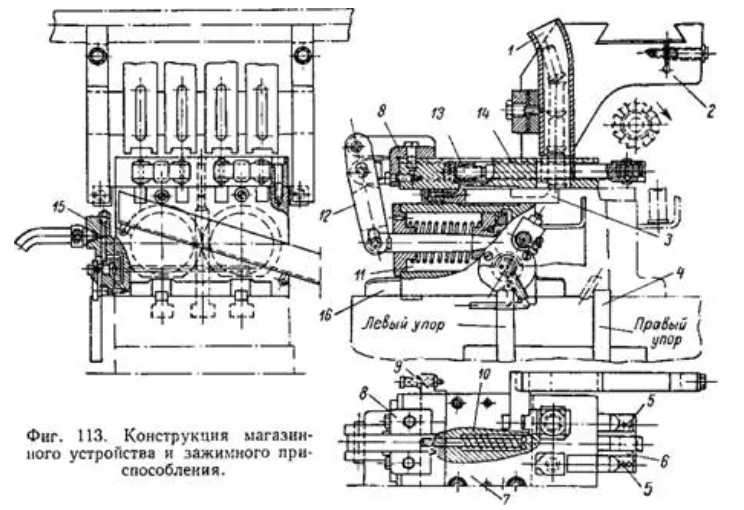
При прискореному холостому ході столу вліво масло, що витісняється з гідравлічної порожнини циліндра, проходячи через канали Л і Б, притискає кульку 6 до втулки 22. Далі масло направляється через піднятий плунжер 8, канали Б і Г, порожнину О і по трубопроводу 21 в бак. В кінці холостого ходу встановлений на столі кулачок 15 (див. Фіг. 109, а) натискає на плунжер 8, закриваючи прохід масла в канал В. Тоді масло, що витісняється з циліндра, проходить по каналах Л, 5, С, через порожнину П редукционного клапана, дросель 10, канали Е, К, Д і порожнину О в бак, здійснюючи робочу подачу столу; довжина шляху при робочій подачі визначається довжиною кулачка 15. Швидкість робочої подачі визначається величиною відкритої щілини дроселя 10, регульованого рукояткою 19. При зворотному прискореному ході столу масло, яке надходить з бака, піднімає кульку 6 і проходить по каналу А безпосередньо в гідравлічну порожнину циліндра подач. На фіг. 113 і 114 показані конструкція і схема роботи автоматизованого пристосування для фрезерування набором фрез двох паралельних лисок під ключ одночасно у чотирьох втулок. Заготовки завантажуються в чотири магазини 1 (фіг. З) буртиком вниз; магазини закріплюються на хоботі верстата за допомогою кронштейна 2 верб процесі роботи залишаються нерухомими.
Вступники в гнізда пристосування заготовки встановлюються на рухомий нижній опорі 3 і затискаються двома пневмоцилиндрами І, кожен з яких, діючи через важіль 12, тягу 13, коромисло 6 і плунжери 5, одночасно закріплюють дві деталі. На корпусі 16 пристосування нерухомо встановлена деталь 7 з двома кронштейнами 8, з якими шарнірно пов'язані важелі 12.
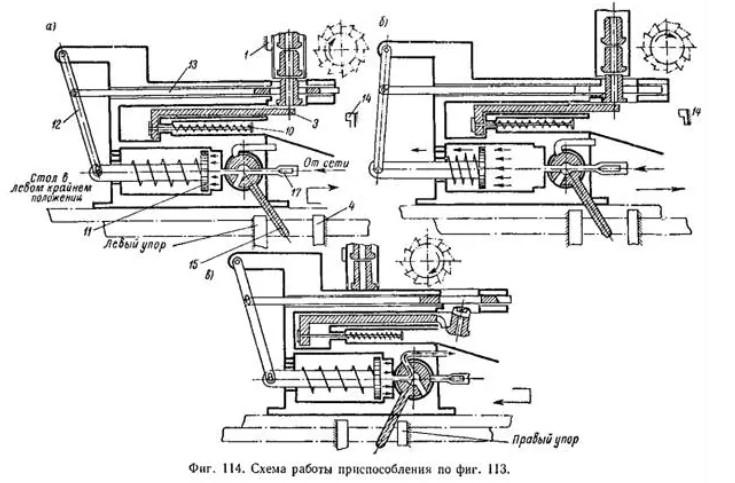
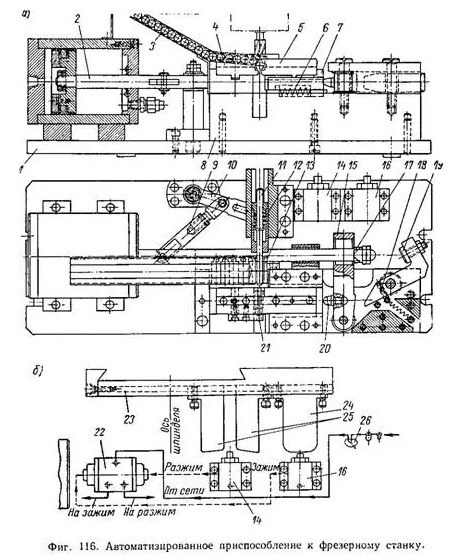
Налагодження на необхідний розмір затиску проводиться обертанням правої частини тяги 13 на ліву при знятому коромислі 6. В крайньому правому положенні пристосування рухома опора 3 автоматично забирається, так як скріплена з нею планка 9 з наполегливим гвинтом зустрічає упор 14 магазина і відходить, стискаючи пружину 10. це дозволяє обробленим деталей падати в лоток. Подача повітря в циліндри 11 регулюється розподільчим краном / 5, який управляється нерухомими упорами 4У Завантаження заготовки (фіг. 114, а) відповідає положенню, вказаною на фіг. 113. При наявності дроселя 17 прохід повітря в циліндр 11 затримується і деталь встигає вчинити в гніздо пристосування. На фіг. 114, б заготівля остаточно затиснута, а стіл переключено на робочу подачу; на фіг. 114, в правий упор 4 перемикає кран / 5, який з'єднує циліндр 11 з атмосферою; заготівля звільняється .. Упор 14 магазина відсуває рухому опору 5, і оброблена деталь падає в лоток. У компонуванні з розглянутим пневмогидравлическим приводом можуть бути використані і інші пристосування для автоматизованої обробки різних деталей. На фіг. 116, а зображено автоматизоване пристосування до фрезерному верстаті.
На плиті 1 пристосування закріплений корпус 8 пневмотісков. При русі штока 2 пневмоцилиндра справа наліво зусилля через планку 17, важіль 15 і упор 20 передається повзуну 7. Призма 5, закріплена в повзунові 7, здійснює затиск деталі, притискаючи її до нерухомої призмі 4. Одночасно з затискачем шток 2 через систему важелів 9, 10 і втулку 12 виводить досилають плунжер 11 з направляючої втулки 13 і нова заготовка з касети 3 потрапляє в позицію завантаження. Разжим проводиться при русі штока 2 пневмоцилиндра зліва направо. Плунжер 7 з призмою 5 під дією пружини 6 звільняє оброблену деталь, яка провалюється між призмами 4 і 5. Слідом за цим шток 2 через важелі 9 я 10 я плунжер 11 виробляє досилання нової заготовки в зону обробки до упору 21. Шток 2 в кінці ходу розгортає важіль 18 з регульованою п'ятою 19 і повертає плунжер 7 з призмою 5 в такий стан, щоб досилають заготовка не провалилася слідом за готової деталлю. На фіг. 116, б показана схема управління роботою пристосування. Перед початком роботи включають пневмокран 26, і повітря надходить в циліндр і в шляхові пневмовиключателя 14 і 16. Потім включають обертання шпинделя і подачу столу. Після виходу деталі із зони обробки пневмовиключателя 14 знаходить на упор 25 і через дистанційний пневмо- перемикач 22 дає команду на разжим. Одночасно стіл підходить до кінцевого телефоном на місці (на фіг. Не показаний). Проводиться реверсування подачі. Стіл починає рухатися вліво. Пневмовиключателя 16 підходить під упор 24 і дає команду на затиск. Після фрезерування пневмовиключателя 16, що ковзає по упору 24, сходить з нього і підготовляє пристосування до розтуляючи. |
Вхід на сайт
Пошук
Календар
Друзі сайту
|
|||||||||||||||||||||||||||||||||||||||||||||||