Жовтоводський промисловий фаховий коледж ДНУ. Галузеве машинобудування.
|
Меню сайту
Статистика
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
Радіально-свердлильний верстат 2М55Радіально-свердлильний верстат 2М55 Зміст:
Радіально-свердлильний верстат 2М55, технічні характеристики та схема якого будуть представлені нижче, використовують з метою виготовлення отворів у металі та інших конструкційних матеріалах. Використовуючи зенкери та розгортки, досягають високої точності свердління та якості обробленої поверхні. Для нарізування внутрішнього різьблення застосовують мітчики. За допомогою прохідних та торцевих різців розточують отвори. Використання верстата 2М55 можливе для обробки корпусів. Застосовують його при одиничному виготовленні деталей, а також вбудовують у технологічні процеси серійного та масового виробництва. Оснастивши кондукторами та допоміжними пристроями, створюють спеціалізований агрегат, що виконує обробку габаритних заготовок у потоковому виробництві. Виробником верстата є Одеський завод радіально-свердлувальних верстатів. Вказаний пристрій випускається з 1974 р. Технічні характеристики технологічного обладнання для свердління
Компонування пристрою виконане у двоколонному вигляді. В результаті створено жорстку конструкцію. Вона допускає переміщення осі шпинделя при фіксації колони. Для жорсткої установки використовується спеціальний фіксатор, що гарантує надійне встановлення. Тому свердління може виконуватися з високим значенням подачі інструменту. Поворот колони відбувається за невеликого докладання сили (10…15 Н). Достатньо послабити фіксацію в ній. Тому оператор легко перенастроює верстат для виконання нового виду роботи. 21 швидкість обертання шпинделя дозволяє підібрати оптимальний режим свердління для різних типів конструкційних матеріалів, а також видів використовуваного інструменту. При завершенні свердління на задану глибину автомат відключить подачу виконавчого інструменту вглиб деталі, що обробляється. Робота противаги полягає в врівноважуванні навантажень на свердлильній колоні, що полегшує налаштування обладнання навіть при використанні досить важкого інструменту. Виконання роботи зі свердління на верстаті Обертання від електродвигуна передається на:
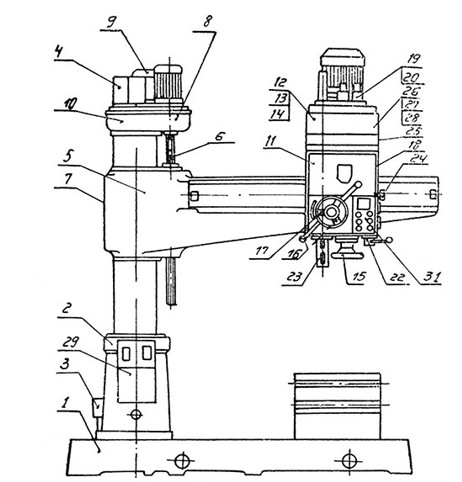
Наявність у коробці швидкостей накидної шестерні дозволяється організовувати зворотне обертання шпинделя. Її включення відбувається після припинення фрикціонів. На кожні дві швидкості прямого обертання є швидкість зворотного. У подвійних блоках зубчастих коліс є можливість переміщення повзуна так, що у третьому проміжному положенні зачеплення немає. Тоді оператор може робити обертання від руки, не докладаючи великих зусиль (зачеплення немає, не потрібно обертати блоки шестерень). Для вертикального переміщення шпинделя вгору та вниз використовується муфта включення подачі. Тут застосовується черв'ячна передача: черв'ячне колесо та черв'як. Вони здійснюють рух пінолі шпинделя у прямому та зворотному напрямках (змінюється шляхом включення реверсованого включення двигуна). Можливі груба та точна подача інструменту з використанням рукояток та маховиків управління на свердлильній колоні верстата. Під час виконання виробничого процесу можна свердлити деталі у ручному режимі, обертаючи маховик. При виборі необхідної подачі на пульті керування (необхідне переміщення шпинделя в мм/про свердла) робота виконується автоматично. Потрібно задати необхідну глибину свердління. При реверсованому перемиканні двигуна подачі шпинделя використовується кулачкова запобіжна муфта. У разі збільшення граничного зусилля переміщення відбувається її відключення. Таке технічне рішення дозволяє не перевантажувати інструмент (запобігає його поломці) при свердлінні отворів. Особливості конструкції вузлів верстата Опорна плита виготовлена у вигляді виливка з модифікованого чавуну. Для посилення конструкції передбачені поздовжні і поперечні ребра. Спеціальні Т-подібні пази дозволяють використовувати різні способи фіксації деталей, що обробляються. Можна встановлювати: Трикулачкові патрони, в них закріплюють циліндричні деталі. Тоді осьові свердління буде виконано з високою точністю. Чотирикулачкові патрони призначені для фіксації несиметричних деталей на столі. Пневматичні або ексцентрикові фіксатори використовують для закріплення спеціальної форми. Для фіксації колони використовується конусне кільце. При осьовому переміщенні конус затискає циліндр, не дозволяючи йому прокручуватися у втулці. Мимовільний поворот колони неможливий. Вона жорстко фіксується. Для полегшення переміщень конусного кільця використано спеціальні фланці. Для їх зміщення застосовують гвинтові затискачі, з'єднані рукоятками керування та відповідними механізмами поздовжнього переміщення. Електропостачання свердлильної головки Усередині колони прокладено кабель. Щоб електрична енергія передавалася за будь-якого повороту, застосовуються ртутні струмознімачі. Вони безперебійно проводять струм до двигуна та блоку управління. Для запобігання випаровування токонесучої рідини (ртуті) передбачена складна герметична конструкція струмознімального пристрою. Інструкція з монтажу верстата та встановлення вузлів є у паспорті, що додається до кожного виробу. Там також вказується актуальна ціна пристрою. Ілюстрації та специфікації верстата Для ознайомлення наведено схеми та креслення основних вузлів верстата. Користуючись ними можна зрозуміти, з яких конструктивних елементів він складається.
Специфікація до схеми верстата:
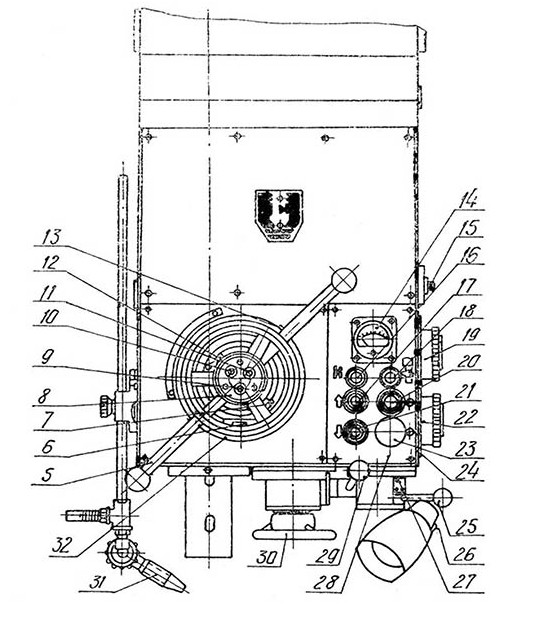
Креслення органів управління:
Відео про керування верстатом 2М55
|
Вхід на сайт
Пошук
Календар
Друзі сайту
|
|||||||||||||||||||||||||||||||||||||||||||||||